.png)


Quoting for CNC machining depends on how well you understand the variables that drive cost. In vertical machining center (VMC) jobs, those variables often interact in ways that are easy to underestimate during the quoting stage.
From part setup time to cycle time and VMC tooling cost, each factor directly influences the final price. Many manufacturers still rely on assumptions or past experience to build a CNC milling estimate, which can lead to inconsistent quotes and margin gaps.
In this blog, we break down how VMC cost estimation works, where inaccuracies typically occur, and how teams can approach quoting with more structure.
VMC cost estimation is the process of calculating the total cost required to manufacture a part using a vertical machining center. This includes machine time, labour, tooling, setup, and overheads.
A simplified formula looks like this:
Each component in this formula depends on inputs that vary across jobs. Small deviations in cycle time or tooling assumptions can significantly affect the final cost. For instance, even a 10–15% variation in machining time can compound across batch production and significantly impact margins.
Quoting often happens under time pressure, especially in RFQ-driven environments. This increases the likelihood of inconsistencies when inputs are not standardised. In many cases, estimators rely on a mix of experience and partial data, making it difficult to maintain consistency across jobs or team members.
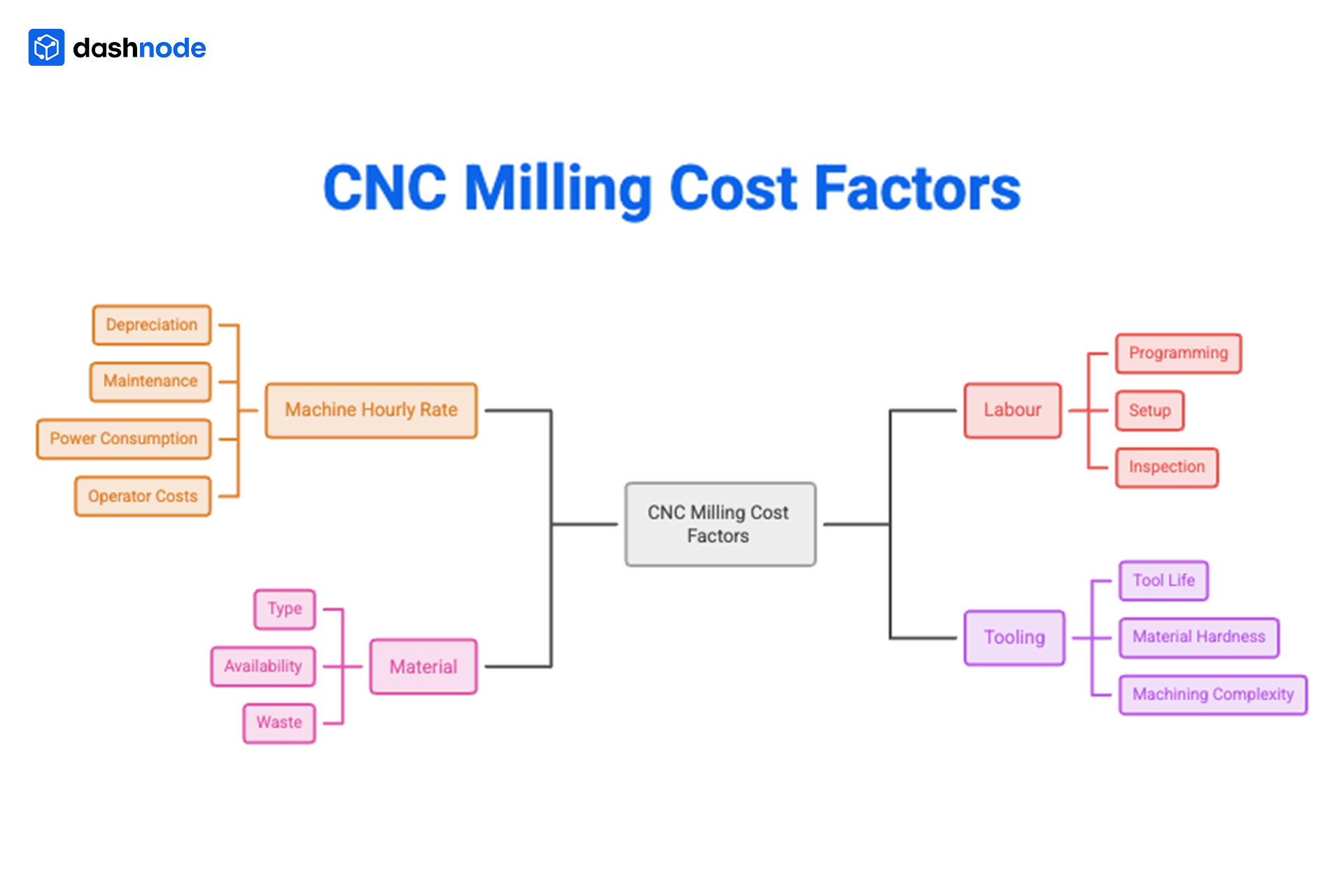
To build a reliable CNC milling estimate, it is important to understand the primary cost drivers in a VMC job.
This includes depreciation, maintenance, power consumption, and operator costs. While many shops use a standard hourly rate, the actual cost can vary depending on machine utilisation and job mix.
Many shops treat the machine hourly rate as a fixed input in a CNC milling estimate. In reality, it fluctuates based on utilisation, downtime, and job mix, making it a less reliable standalone metric for quoting.
In addition, variations in shift utilisation, machine availability, and job scheduling can influence the effective hourly rate, especially in high-mix production environments.
Programming, setup, and inspection require human input. Labour costs are often included in the hourly rate but still influence pricing decisions. Complex parts may require more experienced operators or additional inspection steps, which can increase the total cost.
Material cost depends on type, availability, and expected waste. Scrap rates, cutting allowances, and procurement variability can affect overall cost. In some cases, lead times and sourcing constraints may also influence pricing decisions during quoting.
VMC tooling cost depends on tool life, material hardness, and machining complexity. Tool selection also impacts cycle efficiency and cost per part. Using higher-quality tools may increase upfront costs but reduce cycle time and the need for tool changes, improving overall efficiency.
Part setup time includes all activities required to prepare the machine before production begins. This involves:
Setup requirements vary depending on part complexity, fixture design, and repeatability of the job. For example, repeat orders with existing fixtures may require minimal setup, while new or complex parts may involve longer preparation time.
For larger production runs, the setup cost is distributed across multiple parts. For low-volume jobs, setup contributes a higher share of the total cost.
A simple way to estimate setup cost per part:
Underestimating setup time leads to inaccurate quotes, especially in custom or small-batch manufacturing. In many RFQ scenarios, setup effort is not fully visible in the initial data, making it one of the more difficult elements to estimate accurately.
VMC tooling costs include more than just the purchase price of tools. It covers:
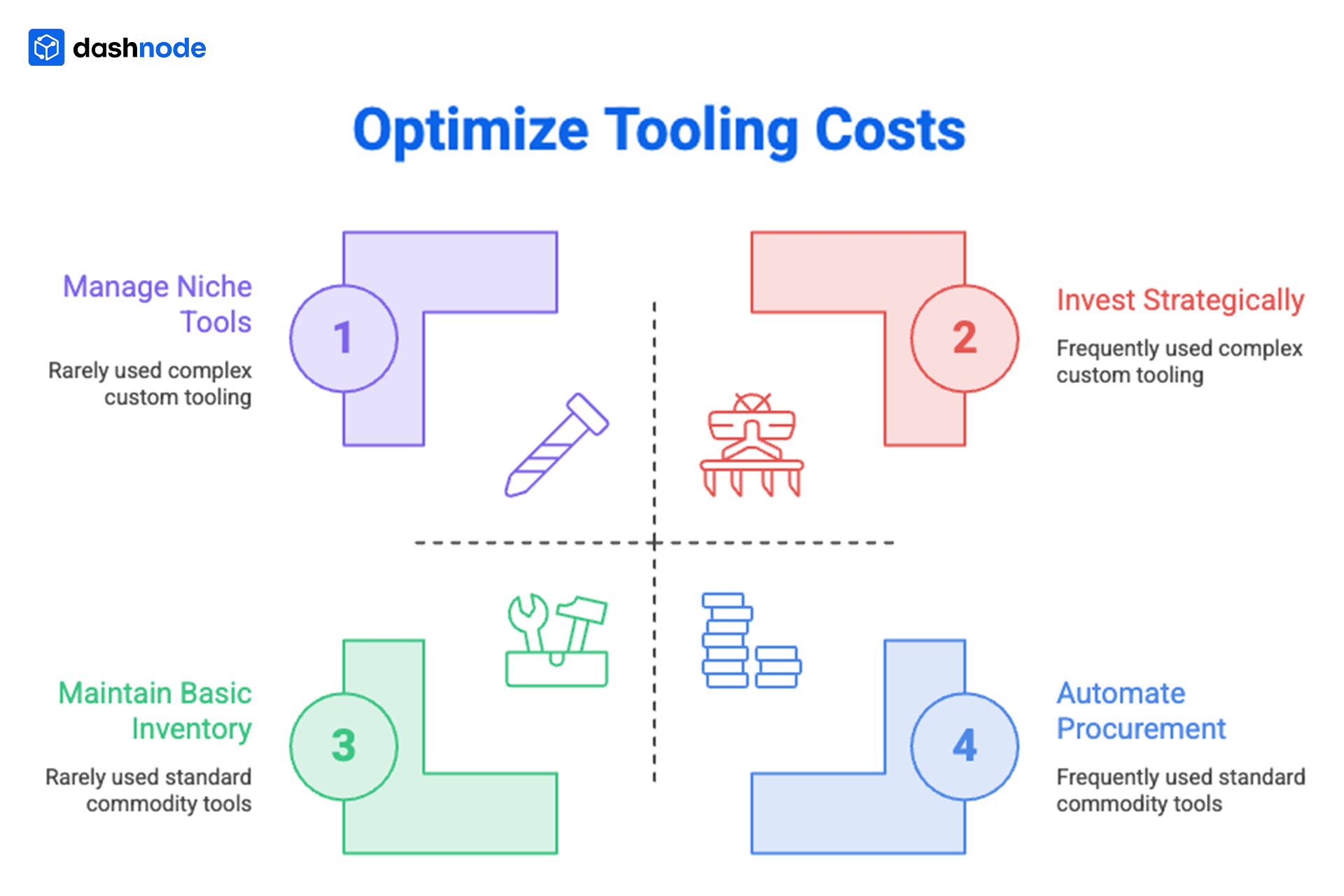
Harder materials, tighter tolerances, and deeper cuts typically increase tool wear, raising the cost per part. Toolpath strategy and cutting parameters also influence how quickly tools degrade.
A commonly used estimation method:
This approach works when machining conditions remain consistent, which is not always guaranteed in practice. Variations in material batches or machining parameters can affect actual tool life, making it important to include a margin of safety in tooling estimates.
Cycle time determines how long it takes to machine a part and directly impacts cost.
It includes:
In many cases, cutting time represents only a portion of the total cycle. Non-cutting activities, such as tool changes and repositioning, can add significant time, especially on complex parts with multiple operations.
Even small differences in cycle time can change total cost across a production run. A difference of a few seconds per part can translate into substantial cost variation at scale.
A basic calculation:
Machining Cost = Cycle Time × Machine Hourly Rate
Estimated cycle time can differ from actual cycle time due to:
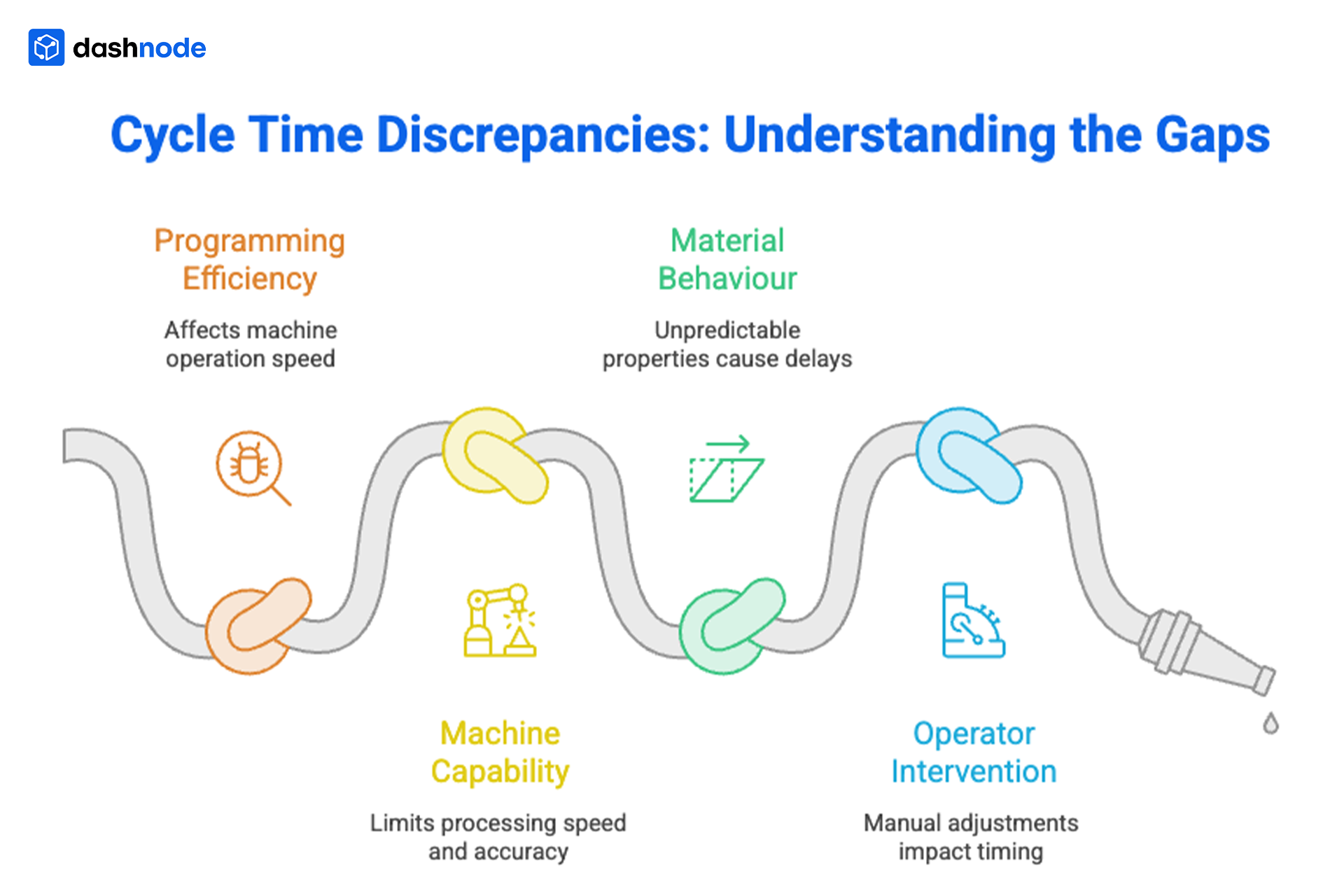
Cycle time estimates also need to account for real shop conditions. A theoretically efficient program may still result in higher costs if machine utilisation is low or scheduling inefficiencies create idle time.
Using simulation alongside historical data improves the accuracy of a CNC milling estimate. Over time, capturing actual machining data helps refine future estimates and reduce variability.
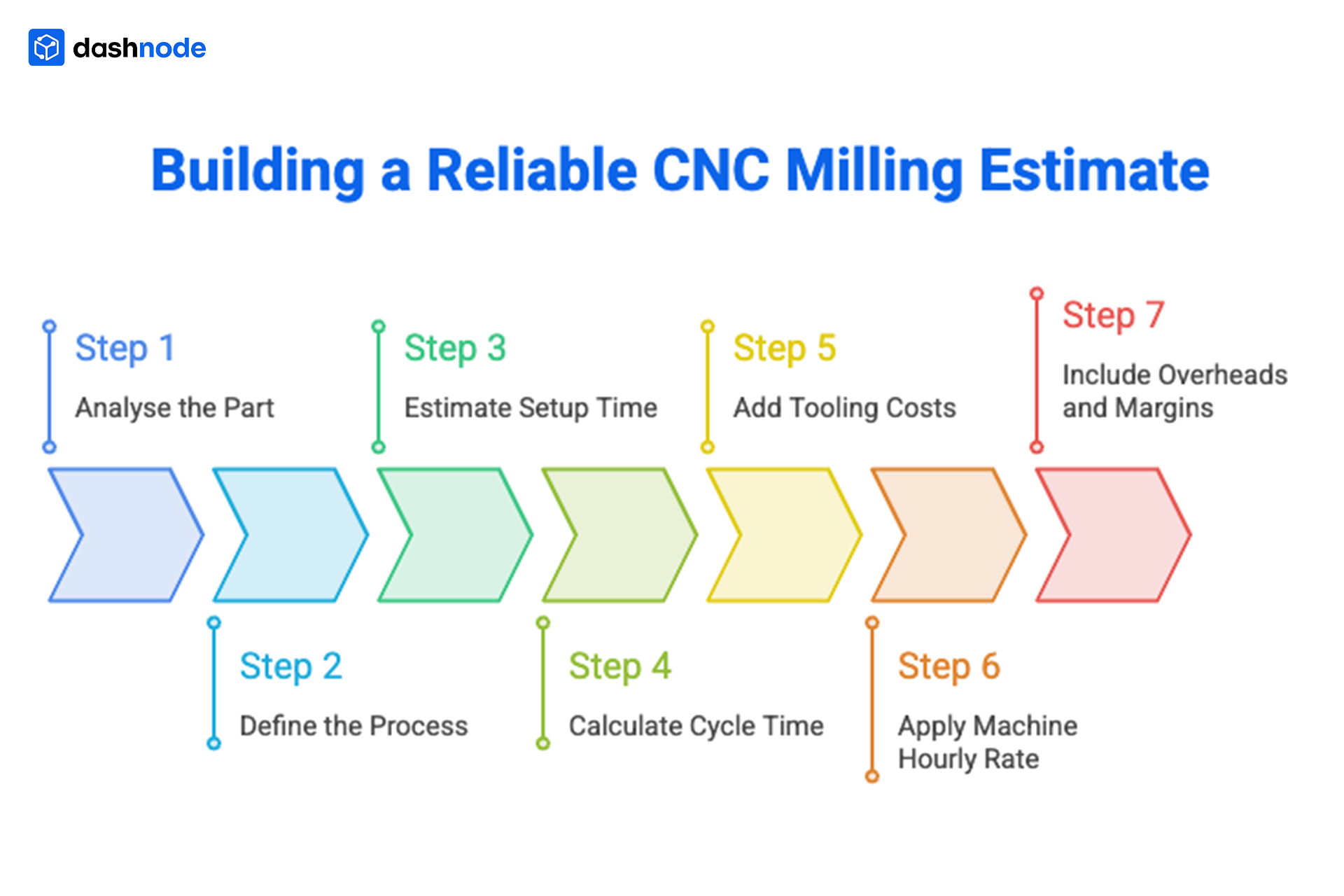
A structured approach improves estimation consistency.
Review geometry, tolerances, and material. Identifying critical features early helps define machining strategy and potential challenges.
Identify machining operations, tooling, and sequence. This step determines how the part will move through the machine.
Account for fixtures, programming, and alignment. Consider whether the job is repeatable or requires a new setup.
Use CAM tools or past data. Include both cutting and non-cutting time.
Include tool wear, replacement rates, and any special tooling requirements.
Convert time into cost, keeping in mind variations in utilisation.
Ensure the quote reflects business costs, including indirect expenses and target margins.
This workflow reduces variability across quotes and improves reliability, especially when multiple estimators are involved.
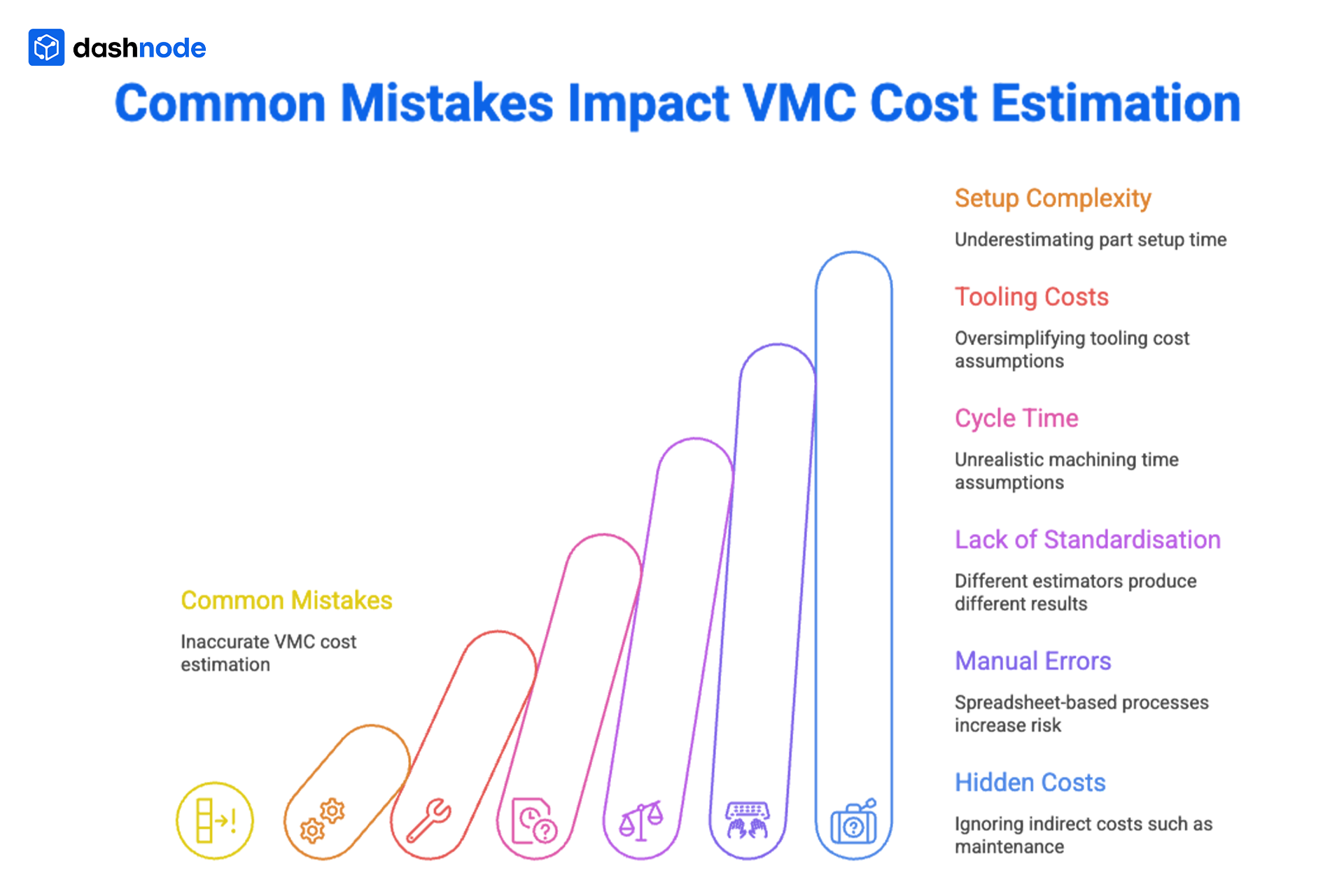
Several issues contribute to inaccurate estimates:
Underestimating part setup time affects pricing accuracy.
Incomplete assumptions distort VMC tooling cost.
Differences between estimated and actual machining time affect margins.
Different estimators may produce different results for the same part.
Spreadsheet-based processes increase the risk of inconsistencies.
Many estimates focus only on machining time, ignoring indirect costs such as maintenance, idle time, and support activities. These hidden factors often explain why actual costs exceed initial quotes.
Additional factors such as rework, inspection delays, and machine downtime can further widen the gap between estimated and actual cost.
Translating cost estimates into consistent quotes presents challenges.
Common issues include:
In many organisations, quoting workflows are not standardised, which leads to differences in how assumptions are applied. This can create confusion when comparing quotes or reviewing past jobs.
These factors slow down response time and reduce consistency in quoting.
Improving quoting outcomes requires a structured approach.
Key elements include:
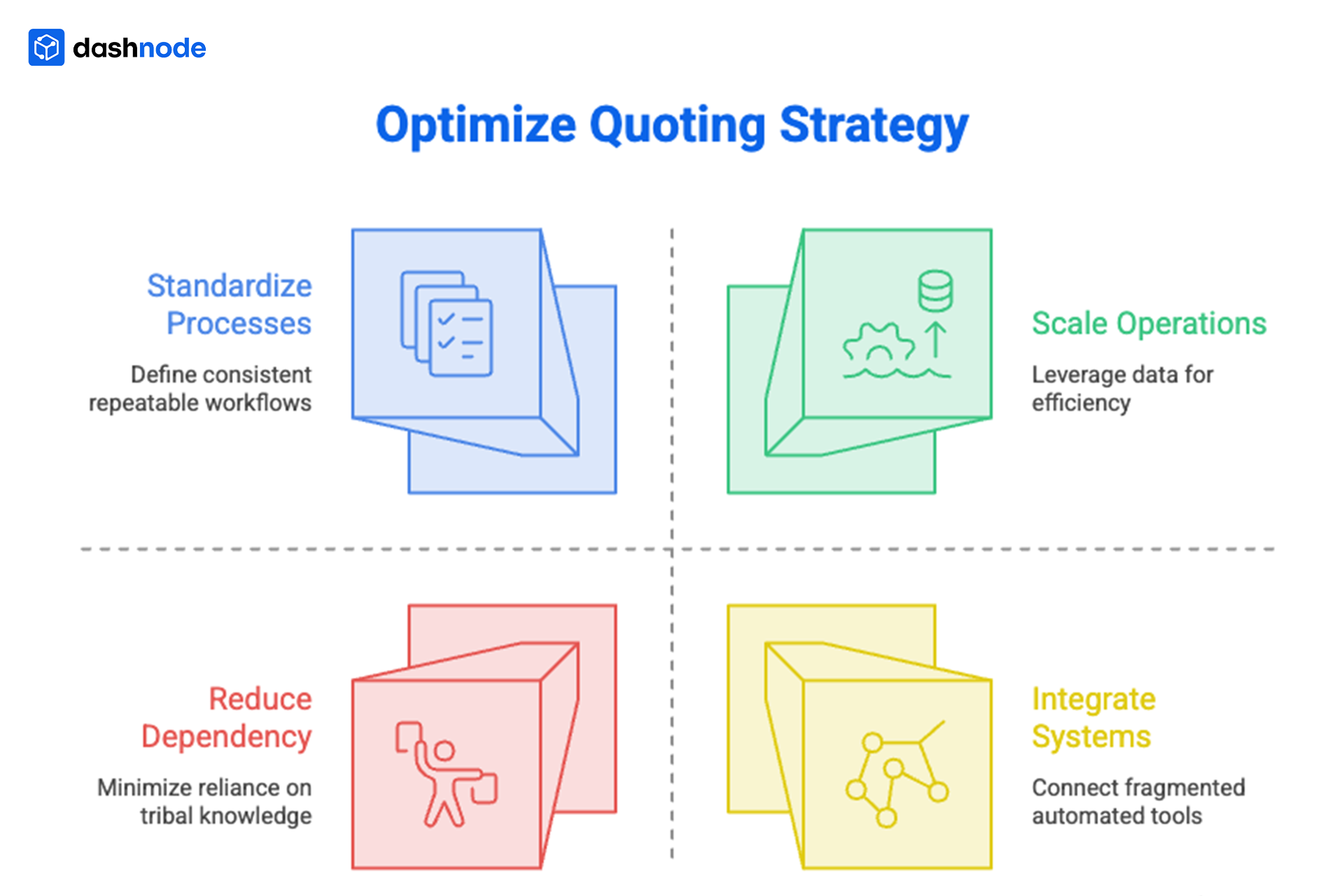
A consistent quoting strategy also makes it easier to analyse past performance and refine future estimates. Over time, this leads to better pricing decisions and improved operational efficiency.
Applying VMC costing principles consistently across RFQs requires structure.
Dashnode enables teams to:
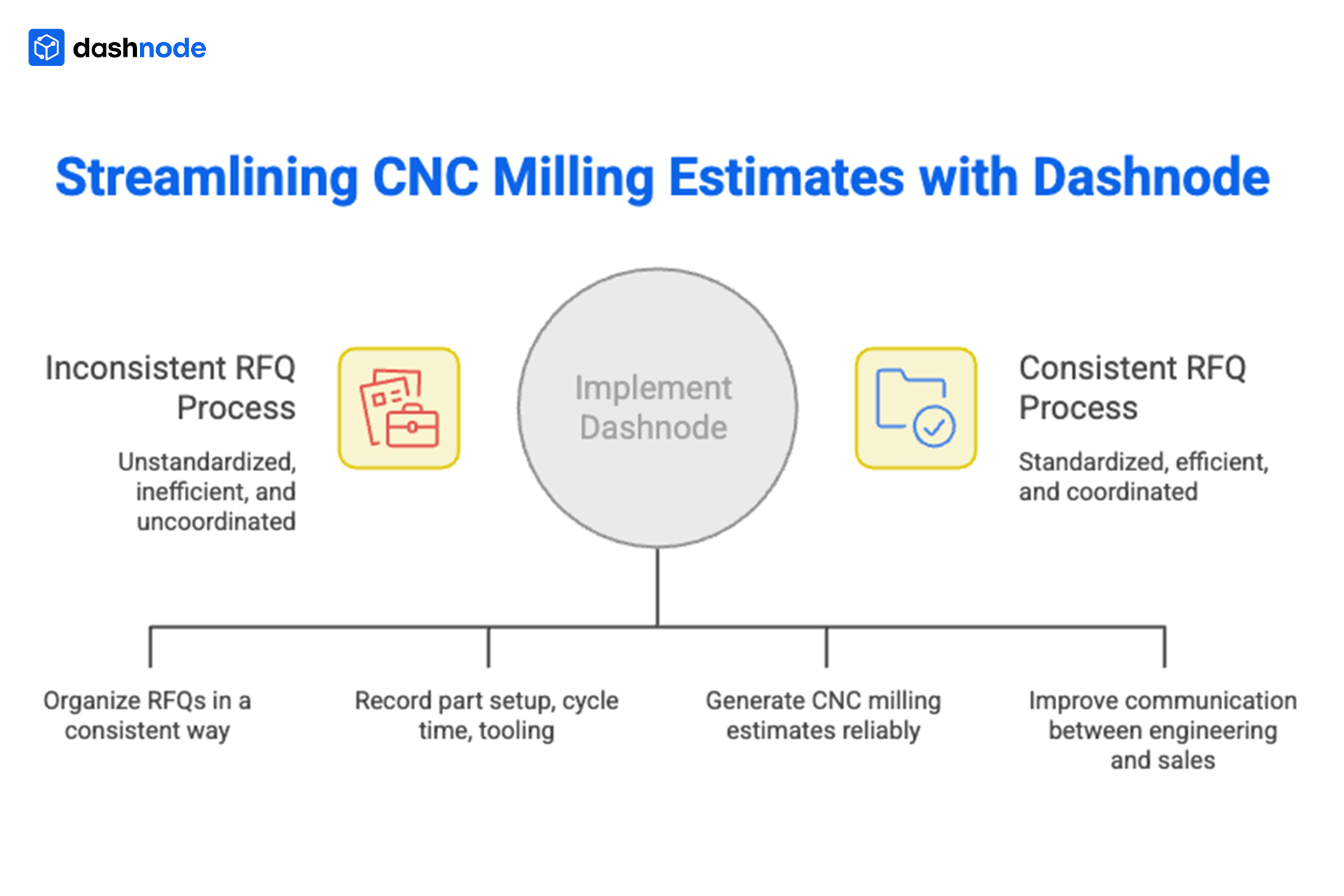
This approach helps teams reduce variability and maintain speed in quoting.
If you are looking to improve consistency and speed in your RFQ workflows, it helps to see how a structured approach works in practice.
Book a free demo with Dashnode to understand how it supports VMC cost estimation, standardises inputs, and helps teams generate more reliable quotes.
VMC tooling cost includes tool purchase, wear, replacement frequency, and specialised tooling requirements. It may also include costs related to tool setup, calibration, and inventory management. For complex parts, multiple tools may be required, each with different wear rates, which makes it important to evaluate tooling at an operation level rather than as a single cost input.
Cycle time includes cutting time, tool changes, and machine movements, typically calculated using CAM software or past data. A more accurate estimate also accounts for non-cutting activities such as positioning, dwell time, and program pauses. Comparing estimated cycle time with actual machining data over multiple jobs helps refine future estimates.
Part setup time affects cost allocation, especially in low-volume production. It includes preparation steps that are required before machining begins and cannot be reduced beyond a certain point. Since setup cost is distributed across batch size, smaller batches carry a higher cost per part, making accurate estimation critical for pricing decisions.
Accuracy depends on realistic inputs for cycle time, tooling, setup, and machine rates. It also depends on how consistently these inputs are applied across different jobs. Variability in assumptions, incomplete RFQ data, and lack of historical benchmarks can all reduce estimation accuracy.
Standardising workflows and using historical data improves consistency. Documenting assumptions, using structured estimation methods, and reviewing past jobs help reduce differences between estimators. Over time, this creates a more predictable and scalable costing process.
Managing incomplete data while maintaining speed and accuracy is a common challenge. RFQs often lack full details about tolerances, material conditions, or production volumes. Estimators must make assumptions quickly, which increases the risk of inconsistencies. A structured approach helps manage this uncertainty more effectively.