.png)

Cycle time is one of the most important metrics in CNC machining. It directly affects cost per part, machine utilization, delivery timelines, and quoting accuracy. A clear understanding of cycle time calculation helps manufacturers estimate jobs realistically and protect margins, especially in repeat or high-volume production.
In practical terms, every second added to a machining cycle increases production cost. Over thousands of parts, small estimation errors can turn into significant financial gaps. That is why structured, consistent cycle time calculation matters.
Cycle time is the total time required to complete one full manufacturing cycle on a machine.
It begins when the machine starts processing a part and ends when it is ready to begin the next identical part under stable operating conditions.
Cycle time includes:
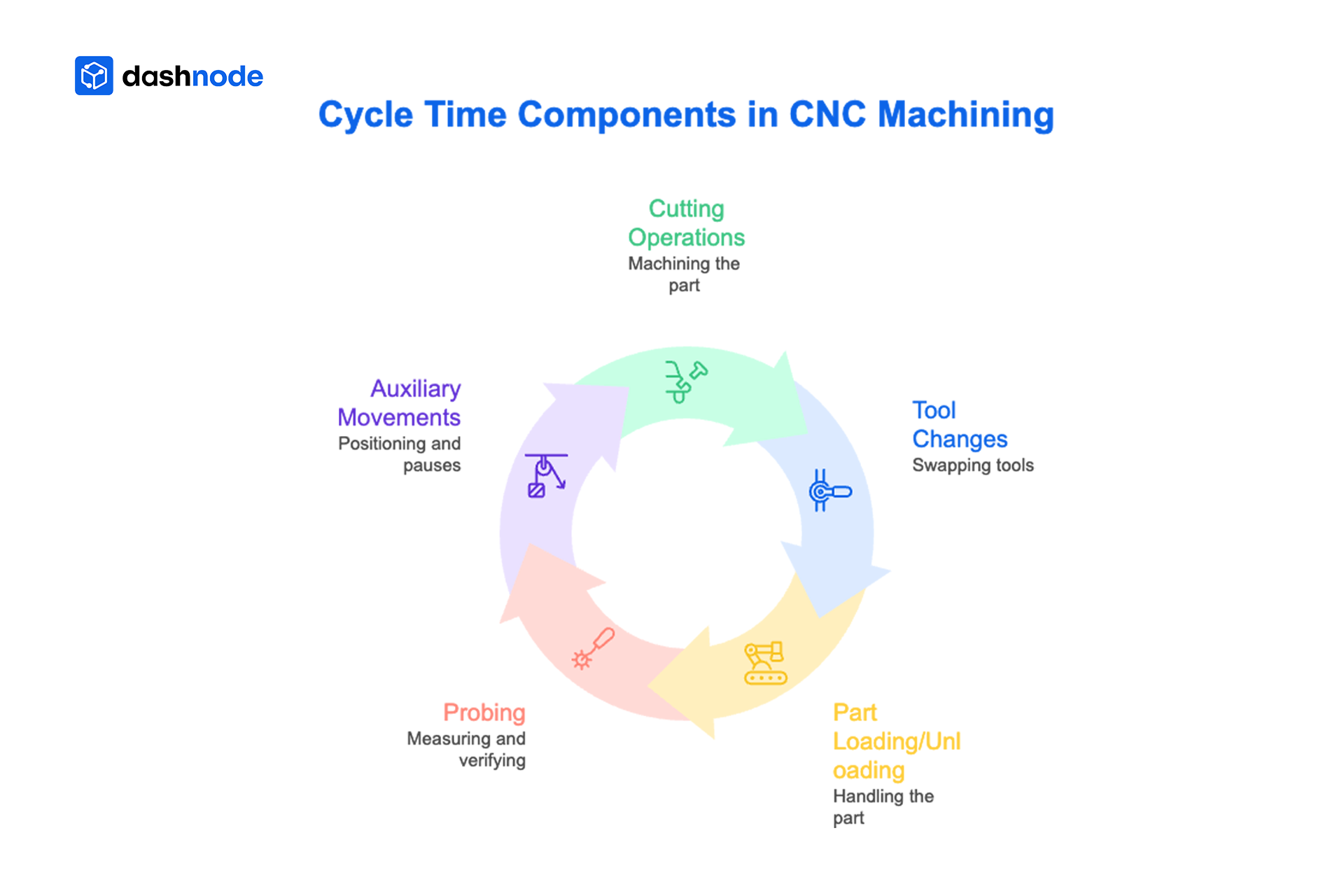
It is not limited to spindle-on time. Any activity that occurs between one part and the next contributes to cycle time.
The standard cycle time calculation combines machining and non-machining activities:
Cycle Time = Machining Time + Tool Change Time + Loading/Unloading Time + Auxiliary Time
Where:
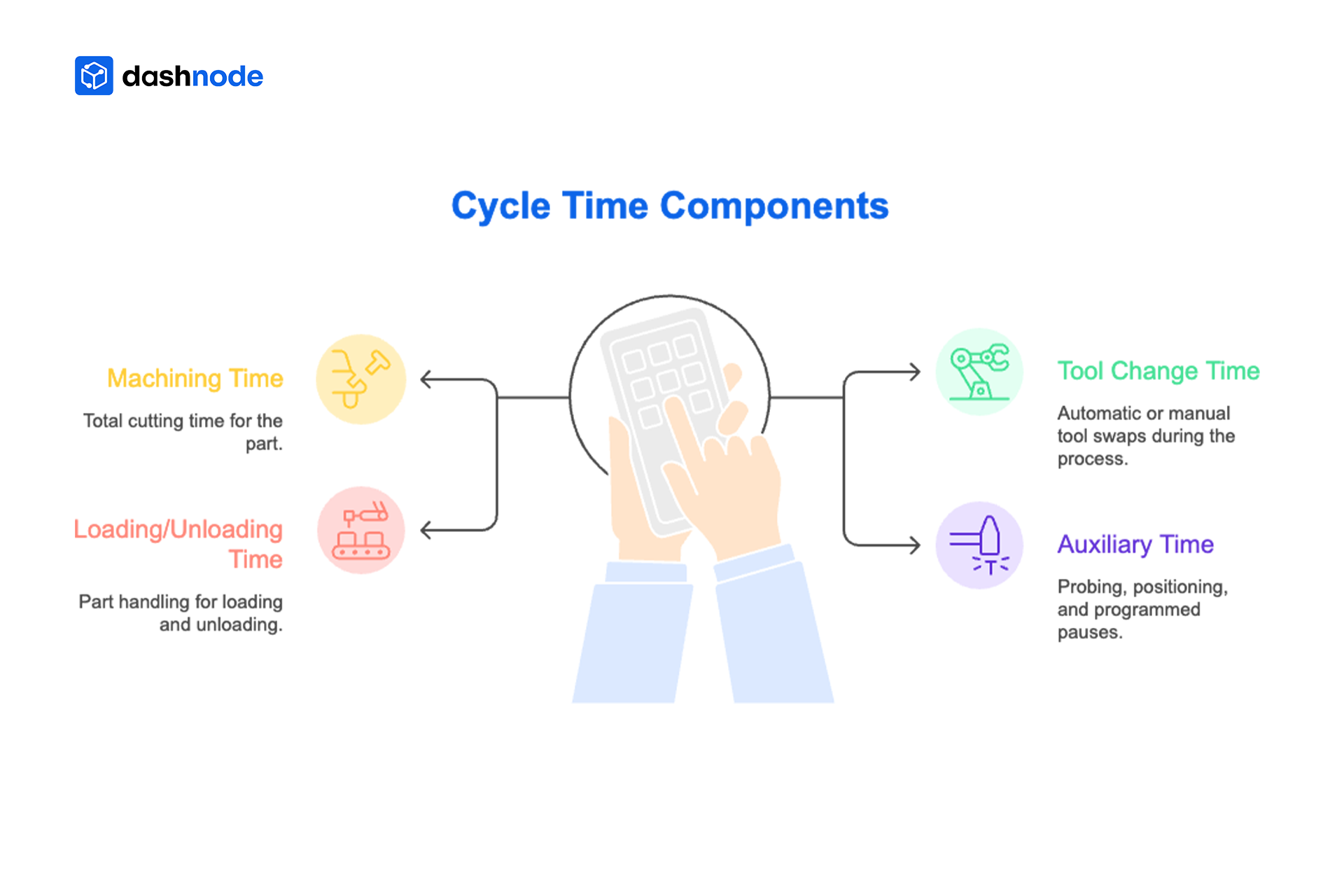
Even small non-cutting activities — when repeated over volume — can significantly distort the final estimate.
For greater accuracy, machining time can be calculated at the operation level.
Milling Time = Total Tool Path Length ÷ Feed Rate
Example:
Tool path length = 1,200 mm
Feed rate = 400 mm/min
Milling Time = 1,200 ÷ 400 = 3 minutes
Drilling Time = (Hole Depth + Approach + Breakthrough Allowance) ÷ Feed Rate
Turning Time = Length of Cut ÷ (Feed per Revolution × RPM)
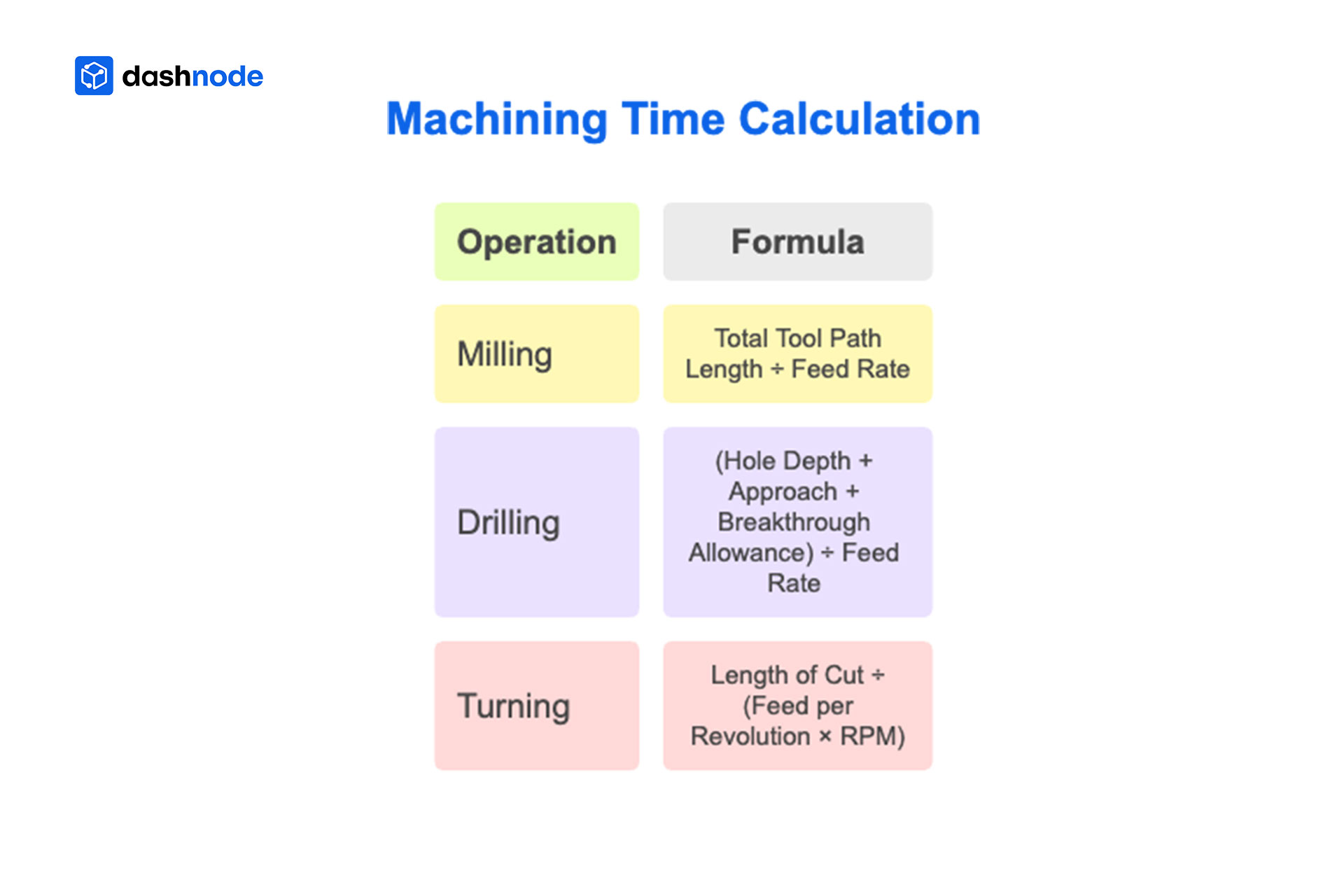
Breaking machining time into measurable components reduces estimation variability and improves quoting consistency.
Example: Complete Cycle Time Calculation
Consider a machined component with:
Cycle Time = 2 + 4 + 1.5 + 0.4 + 0.75 + 0.5
Cycle Time = 9.15 minutes per part
Now connect this to cost.
If the machine hour rate is ₹2,500 per hour:
Machine Cost per Part = (Cycle Time ÷ 60) × Machine Hour Rate
Machine Cost per Part = (9.15 ÷ 60) × 2,500
Machine Cost per Part ≈ ₹381.25
Cycle time calculation is therefore directly tied to cost per part and margin accuracy.
Assume cycle time is underestimated by 20 seconds on a job with 18,000 parts.
20 seconds = 0.33 minutes
0.33 × 18,000 = 5,940 minutes
That equals 99 machine hours.
At ₹2,500 per hour, the financial impact becomes:
99 × 2,500 = ₹2,47,500
A small estimation error becomes a substantial margin loss over volume. This is why structured, repeatable cycle time calculation is critical.
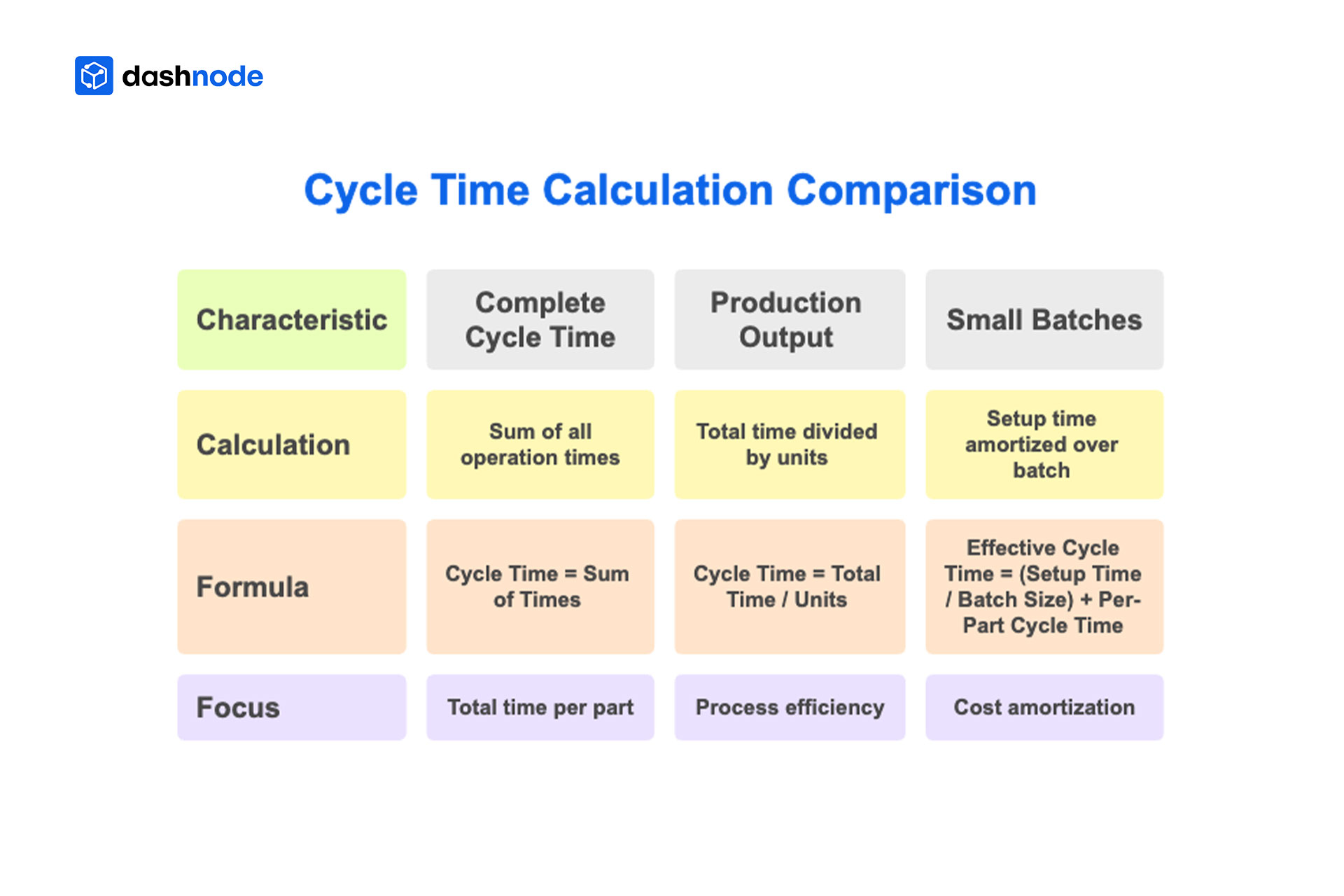
Cycle time can also be measured using production data:
Cycle Time = Total Production Time ÷ Total Units Produced
Example:
480-minute shift
120 units produced
Cycle Time = 480 ÷ 120 = 4 minutes per unit
For deeper accuracy:
Net Cycle Time = (Total Production Time – Downtime) ÷ Good Units
This separates process efficiency from disruption effects and gives a clearer picture of true productive performance.
For low-volume production, setup time must be distributed across the batch.
Effective Cycle Time = (Setup Time ÷ Batch Quantity) + Per-Part Cycle Time
Example:
Setup time = 60 minutes
Batch size = 20
Setup contribution per part = 3 minutes
If per-part cycle time is 8 minutes:
Effective cycle time = 11 minutes per part
Ignoring setup amortization can significantly distort small-batch costing.
These terms are often confused but serve different purposes.
Cycle Time
Time required to produce one part once production is running.
Lead Time
Total time from order placement to delivery, including planning, procurement, setup, production, and shipping.
Throughput Time
Total time a part spends inside the manufacturing system, including waiting, inspection, and movement.

Understanding these differences prevents misalignment between engineering estimates and customer delivery expectations.
Reducing cycle time requires structured process improvement — not simply increasing spindle speed. Aggressive parameter changes can increase tool wear or compromise quality, ultimately raising costs instead of lowering them.
Effective strategies include:
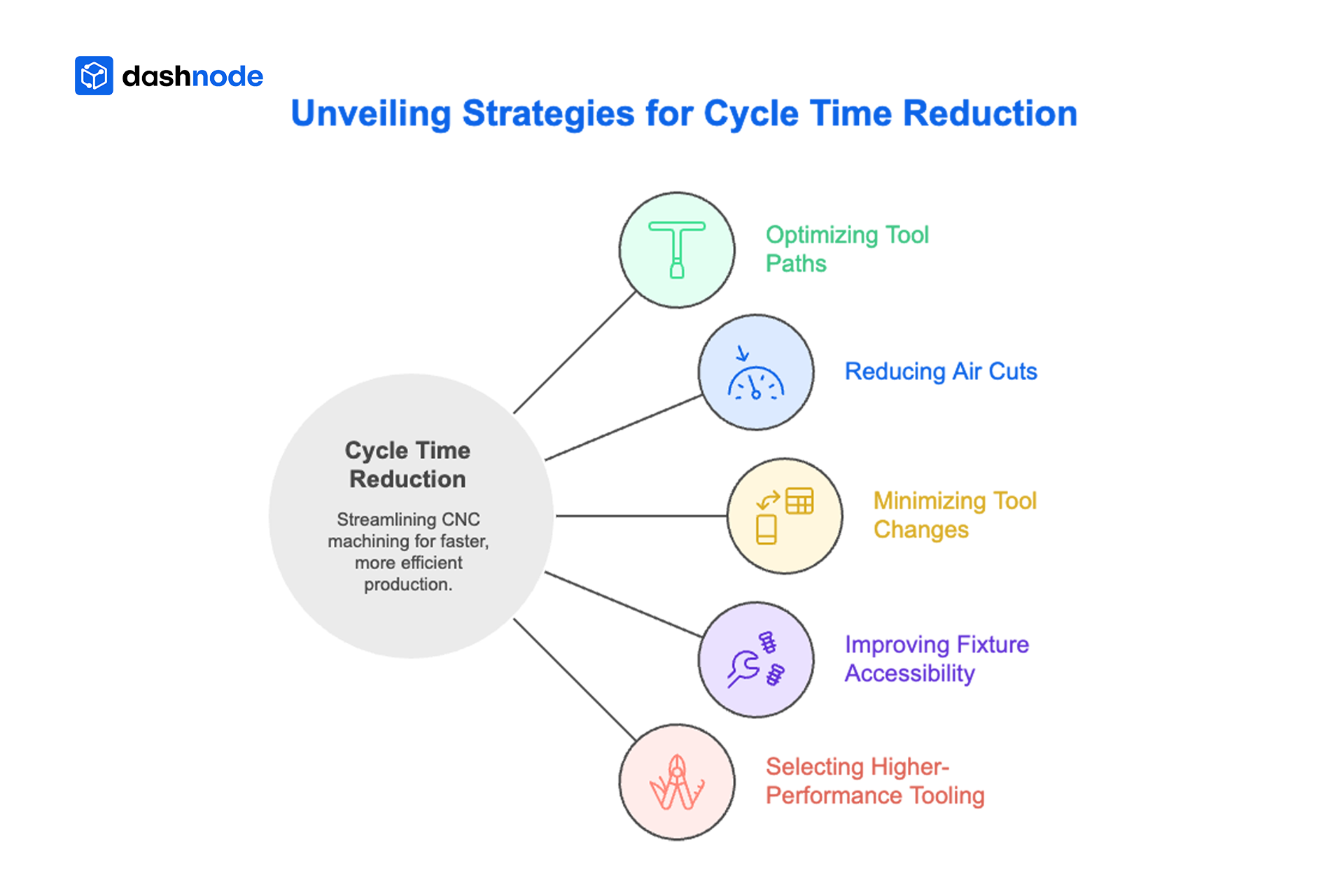
Sustainable cycle time reduction improves profitability as well as speed.
Even experienced estimators can introduce inconsistencies when cycle time is calculated manually. The most common mistakes include:
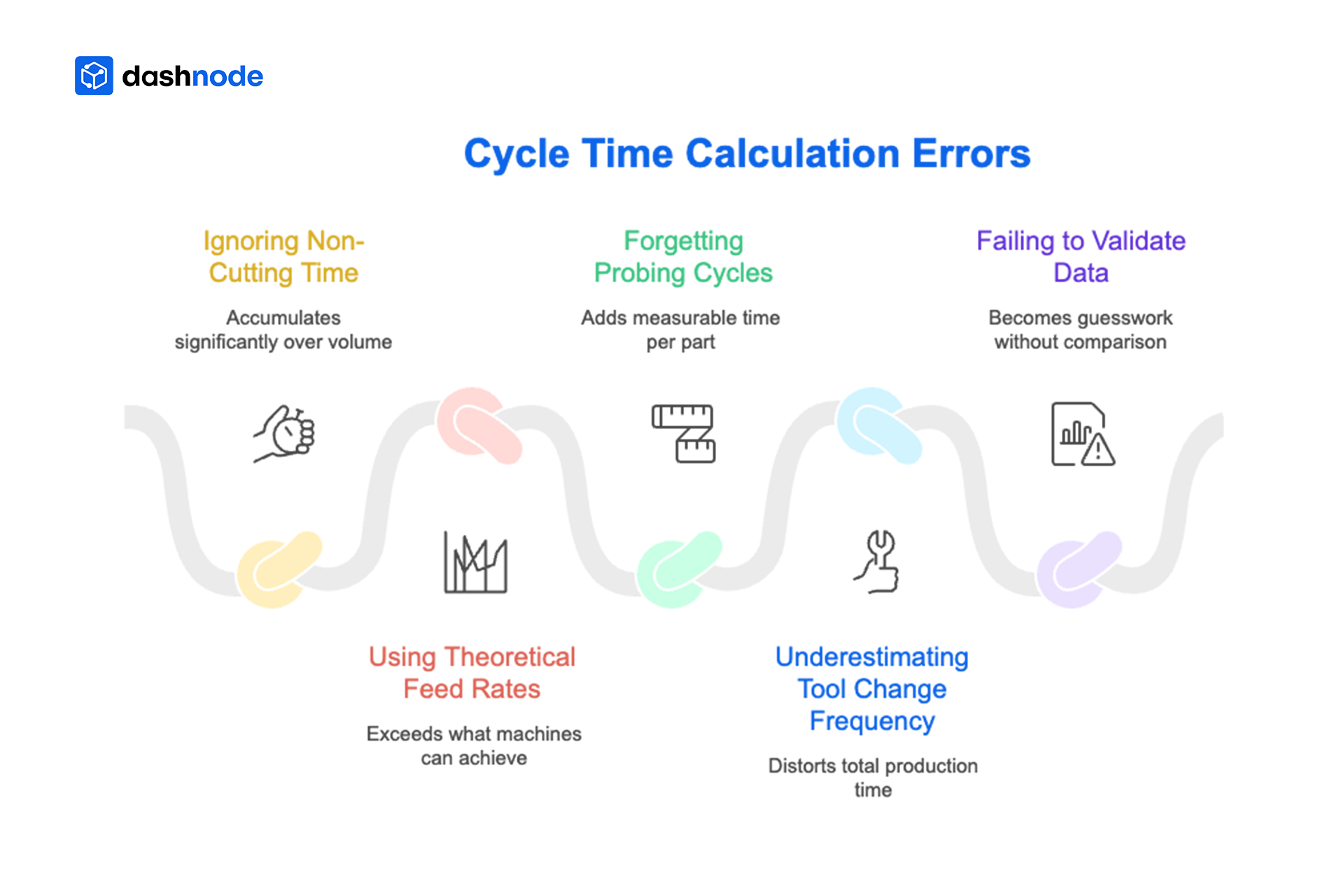
Standardizing the calculation process reduces estimator-dependent variability and improves consistency across quotes.
Also Read : Precision Machining Quotes: How to Get Them Right (and Fast)
Accurate cycle time calculation is essential for turning technical estimates into reliable, competitive quotes.
Dashnode enables manufacturing teams to calculate cycle time directly from CAD models using structured, repeatable logic instead of spreadsheet-based assumptions.
By embedding cycle time calculation into a CAD-to-cost workflow, Dashnode:
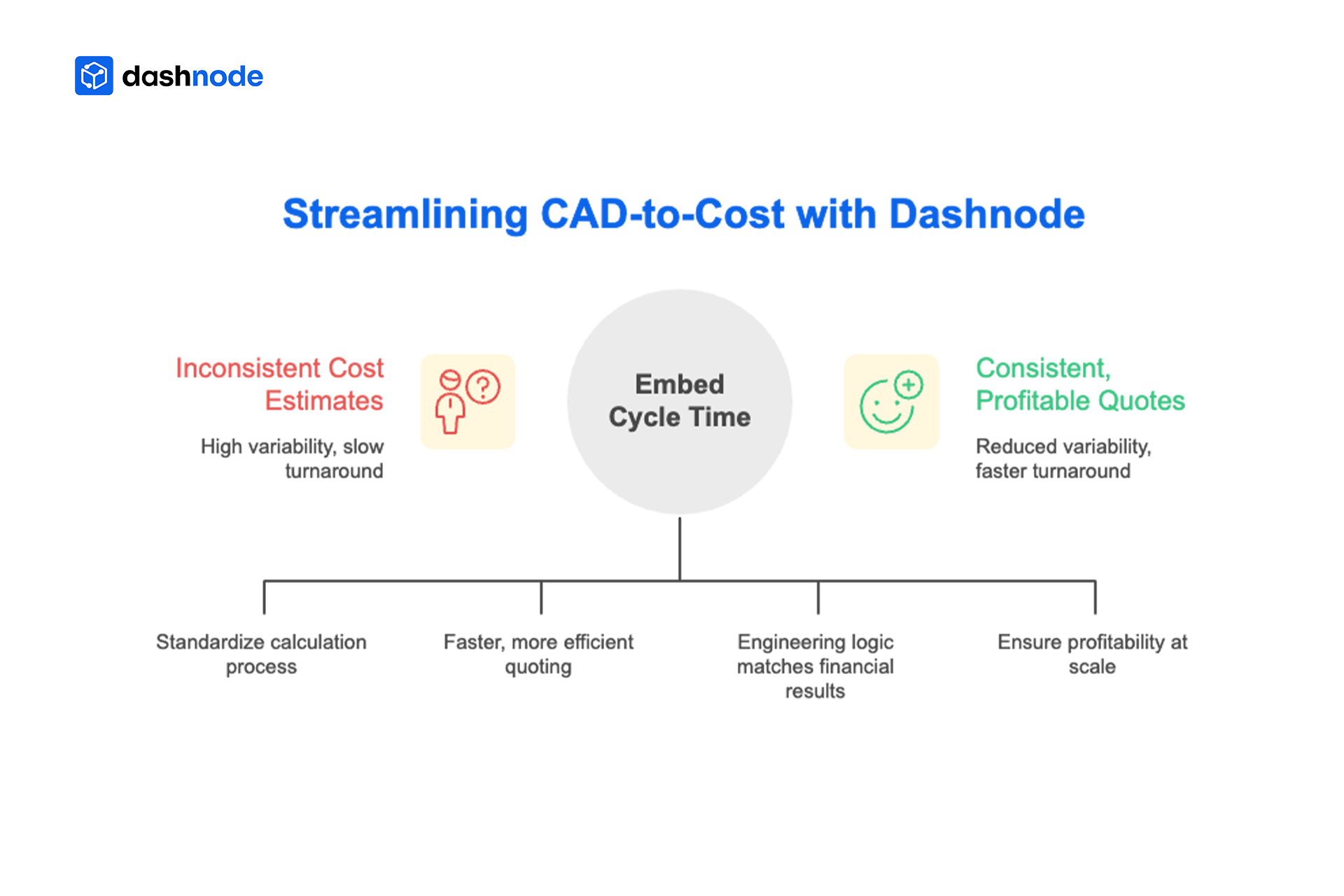
Instead of relying on manual interpretation of drawings, teams can generate consistent cycle time estimates grounded in measurable machining logic.
If cycle time estimation is currently dependent on spreadsheets, manual interpretation, or individual expertise, there is a better way.
Book a demo to see how Dashnode calculates cycle time directly from your CAD models and transforms it into structured, repeatable cost estimates.
If inspection is integrated within the machining cycle (such as probing), it should be included. External inspection is typically calculated separately.
Harder materials usually require reduced feed rates or additional passes, increasing machining time.
Yes. Maintenance condition, tooling configuration, and operator practices can create measurable variation.
Whenever tooling, material, machine configuration, or process parameters change.
Theoretical cycle time is based on programmed parameters, while actual cycle time reflects real-world operating conditions, including minor stoppages and acceleration limits.