.png)


Accurate CNC turning cost remains one of the most misunderstood aspects of manufacturing. Quotes vary widely across suppliers, even for identical parts, creating friction for both buyers and manufacturers.
While CNC machining price often appears straightforward on the surface, the reality involves a layered mix of variables, some visible, others quietly influencing the final number.
This guide breaks down what actually drives CNC turning cost, why estimates frequently miss the mark, and how modern workflows bring consistency back into the quoting process.
CNC turning is a machining process where a workpiece rotates while a cutting tool removes material to create cylindrical parts. Unlike milling, where the tool rotates, turning relies on the part's rotation, making it highly efficient for shafts, pins, and other round components.
This efficiency is exactly why CNC turning costs can vary so much depending on how the process is planned. Factors such as lathe operations, chucking methods, and turning speed directly affect machining time. Even small changes in feed rate or tool path strategy can significantly alter cycle time.
Cost estimation becomes more complex when tolerance requirements are introduced. Tight diameter tolerance demands slower passes and more precise control, increasing machining time per part. Similarly, poor workholding or multiple setups can add hidden inefficiencies that are rarely accounted for in early quotes.
Understanding how CNC turning works is essential for breaking down CNC machining costs and identifying where quotes often go wrong.
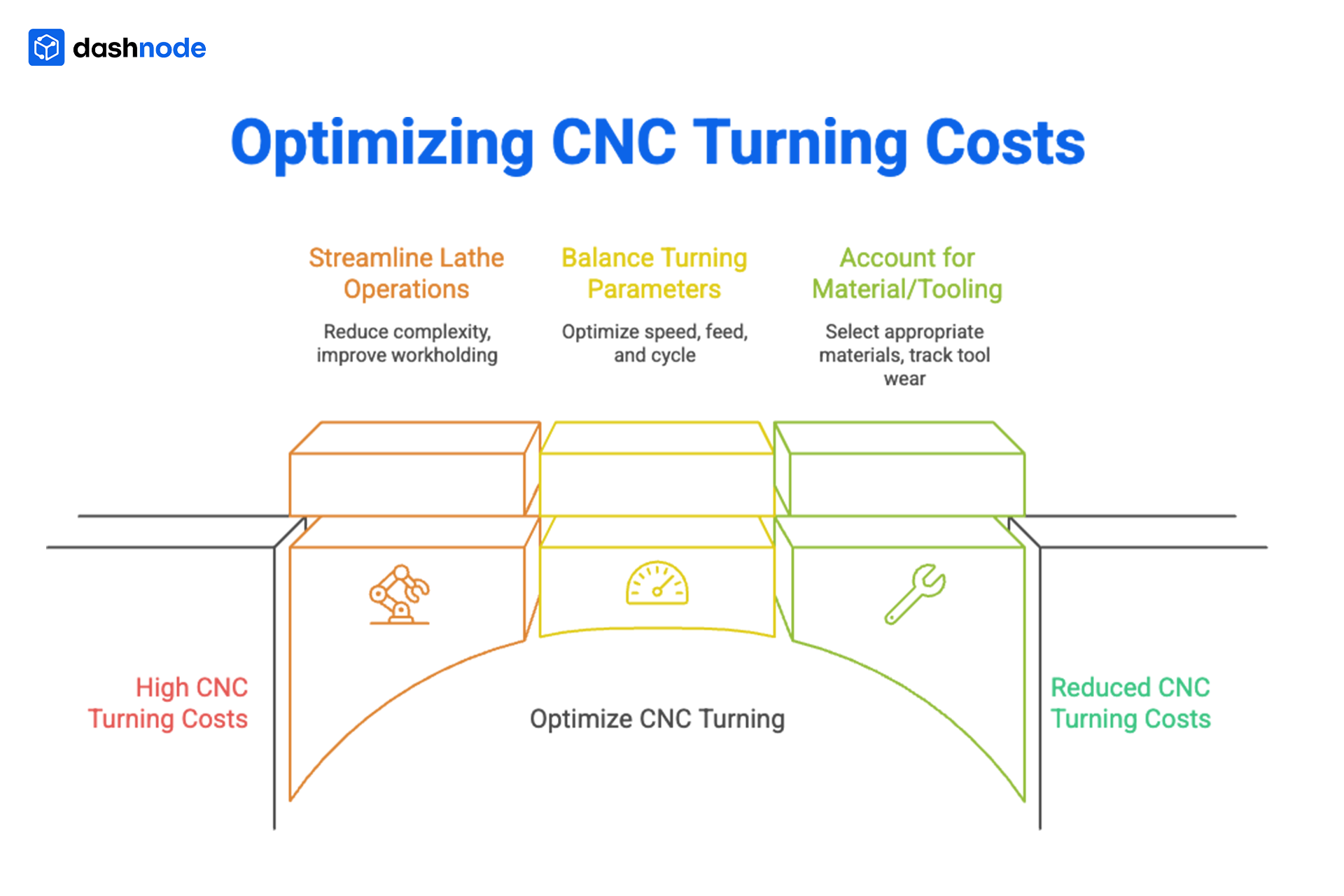
A reliable estimate starts with understanding the building blocks behind CNC turning pricing factors. These extend far beyond machine time and material cost.
Every part begins with a sequence of lathe operations, and each step contributes to the cost. From roughing to finishing, grooving, threading, or parting, the complexity of operations directly impacts machining time.
Chucking plays a critical role here. Improper workholding increases setup time and introduces variability, especially for parts requiring multiple setups. Each additional setup increases labour involvement and the risk of error.
Setup time itself often gets underestimated. In reality, aligning tools, calibrating offsets, and preparing fixtures can consume a significant portion of the total cost, especially for low batch sizes.
The relationship between turning speed, feed rate, and cycle time forms the backbone of CNC turning cost.
Balancing these factors requires experience, yet many quotes rely on rough assumptions rather than accurate cycle time estimation. Even small miscalculations here can skew the CNC lathe cost per part.
Material selection significantly affects machining time and tool wear. Harder materials demand slower speeds which increasesmachining time thereby increasing cost.
Tool wear, often overlooked, quietly adds to expenses. Cutting tools degrade over time, and failing to account for replacement frequency leads to underquoted jobs. Over time, this erodes margins and creates inconsistencies in CNC machining cost.
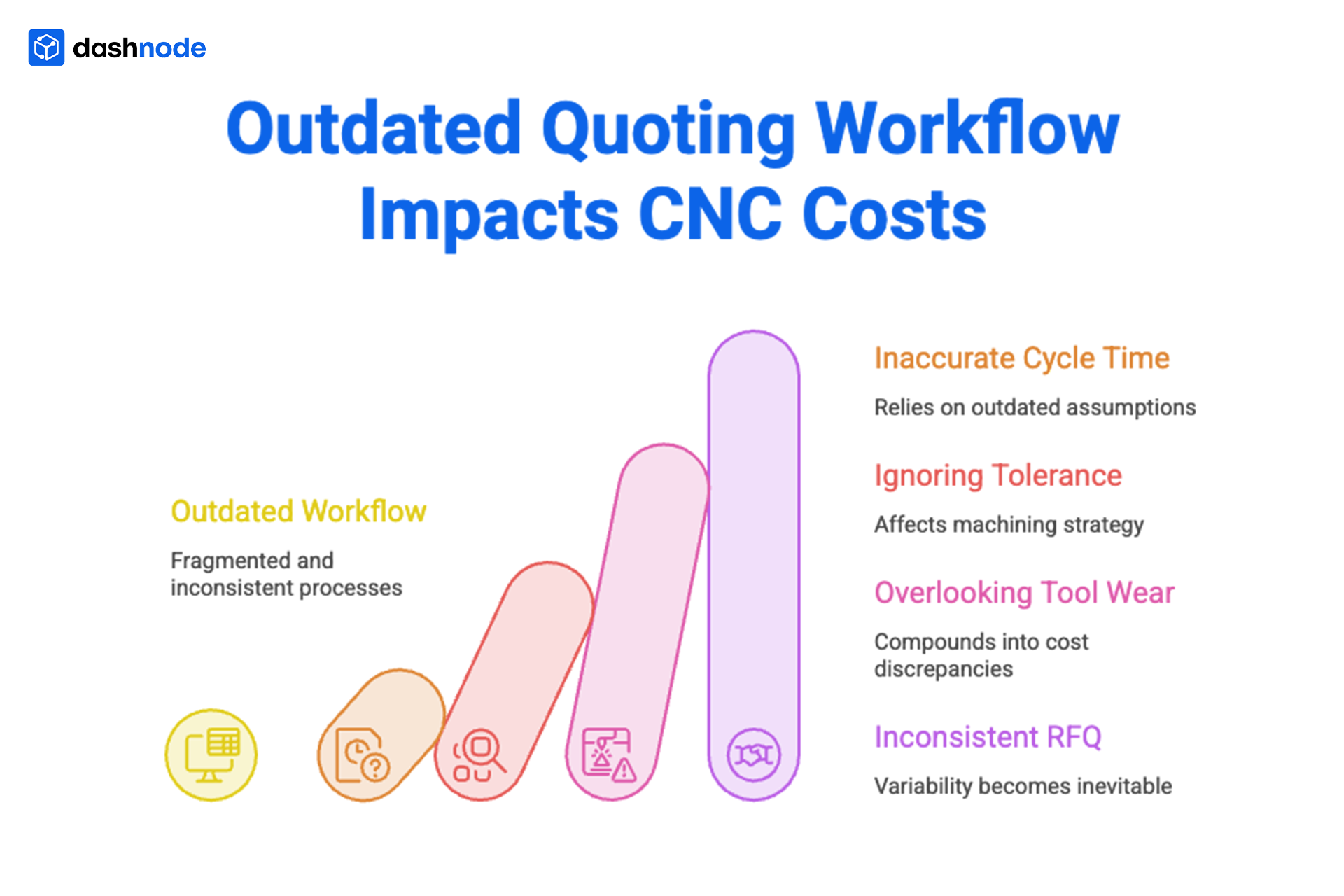
Despite having access to machines, data, and experience, many manufacturers still struggle to produce consistent quotes. The reason is not lack of expertise but an outdated and fragmented quoting workflow.
Cycle time drives cost, yet many estimates rely on outdated assumptions or manual calculations. Without standardized methods, two engineers can arrive at entirely different numbers for the same part.
Cycle time estimation is frequently based on experience rather than structured data. While experience matters, even small variations in turning speed or feed rate can significantly distort CNC lathe cost per part.
Diameter tolerance directly influences machining strategy. Tighter tolerances require slower passes, finer tooling, and additional quality checks.
Tolerance affects precision as well as the entire machining approach. Slower speeds, additional finishing passes, and extended inspection time all contribute to higher CNC machining costs.
Tool wear rarely gets factored into early-stage quoting. Over time, this omission compounds into significant cost discrepancies.
Setup complexity adds another layer. Parts requiring multiple operations or reorientation increase handling time, yet many quotes treat setup as a fixed value rather than a variable cost driver.
Setup is often simplified to a standard value when, in reality, it varies significantly based on part geometry, chucking requirements, and batch size. For smaller production runs, setup time can dominate the total cost.
Tool wear also remains one of the most underestimated variables. Hard materials, tight tolerances, and aggressive cutting conditions accelerate wear, increasing both tooling costs and machine downtime.
The RFQ process itself often introduces variability. Different engineers interpret requirements differently, and without standardized workflows, consistency becomes nearly impossible.
When quoting lacks standardization, variability becomes inevitable. Two teams quoting the same part may use entirely different assumptions, leading to wide fluctuations in CNC machining price.
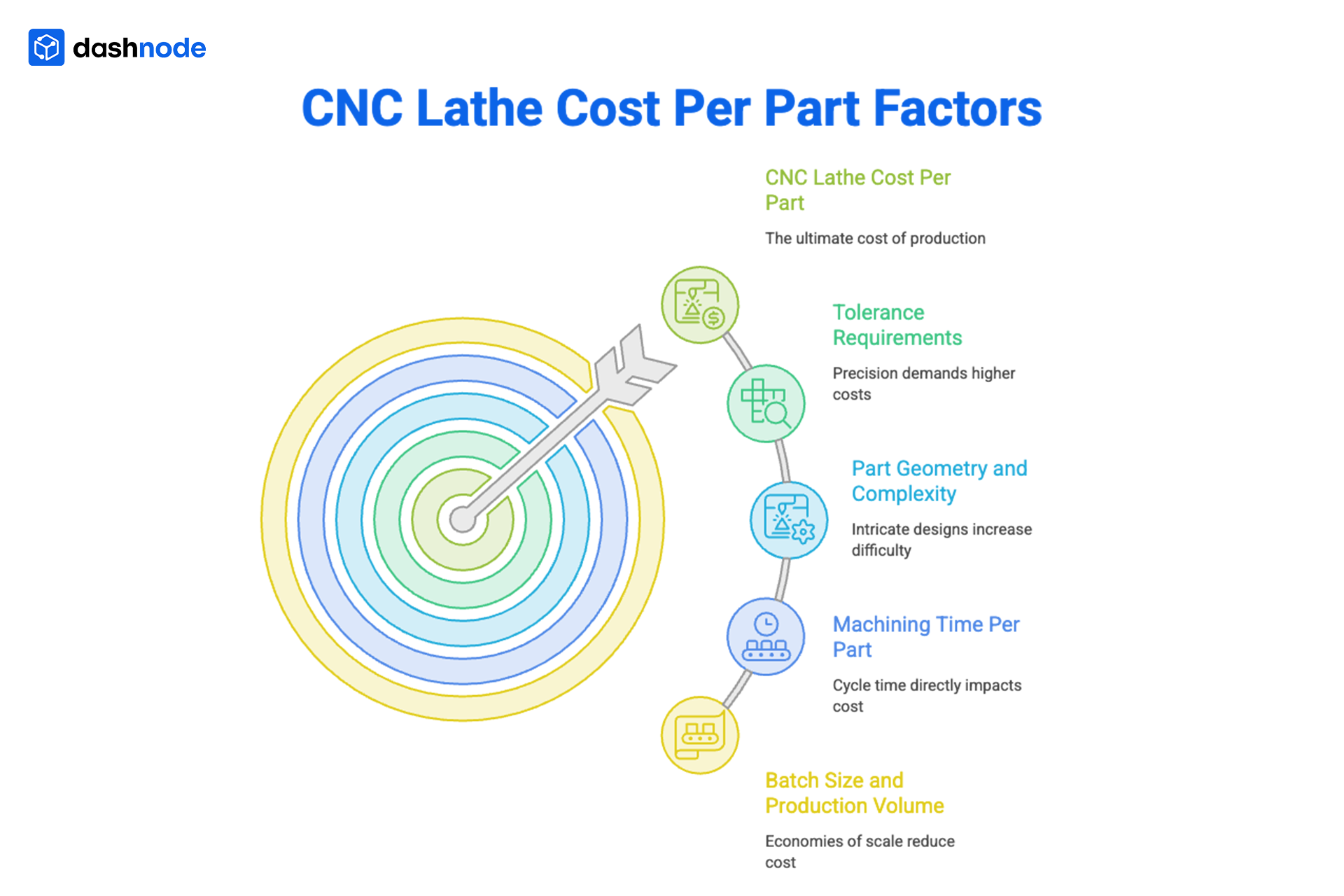
Beyond the obvious variables, several hidden factors quietly influence CNC turning pricing.
Batch size dramatically affects cost per unit. Larger volumes distribute setup time across more parts, reducing CNC lathe cost per part. Smaller batches, on the other hand, carry a higher per-unit burden.
Even minor changes in geometry can increase machining time per part. Features such as grooves, threads, or tight radii introduce additional passes, extending cycle time.
Simple cylindrical parts cost less to machine than components with complex profiles. Internal features, thin walls, and asymmetry increase machining difficulty and risk, driving up cost.
Tighter tolerances demand precision, slower speeds, and additional inspection. Each of these adds time and cost, making tolerance one of the most critical pricing factors.
Choosing between turning and milling is not just a technical decision; it directly affects overall CNC machining cost.
CNC turning is typically more cost-effective for parts with rotational symmetry. Since the material removal process is continuous and efficient, cycle times are shorter, especially for high-volume production. This makes CNC lathe cost per part significantly lower when the geometry aligns with turning capabilities.
Milling, on the other hand, excels at handling complex geometries, flat surfaces, and multi-axis features. However, that flexibility comes at a cost. Longer tool paths, frequent tool changes, and more intricate setups often increase machining time and, in turn, the final price.
The real issue arises when the wrong process gets selected. Parts that could be efficiently produced using turning sometimes get routed through milling due to design constraints or lack of early cost evaluation. This leads to inflated quotes and missed optimization opportunities.
A clear understanding of turning vs milling cost allows manufacturers to make better decisions early in the design and quoting stage. When the process aligns with the part geometry, both cost and lead time improve, without compromising quality.
Accurate costing requires a structured approach rather than reliance on intuition.
Consistent inputs form the foundation of reliable estimates. These include:
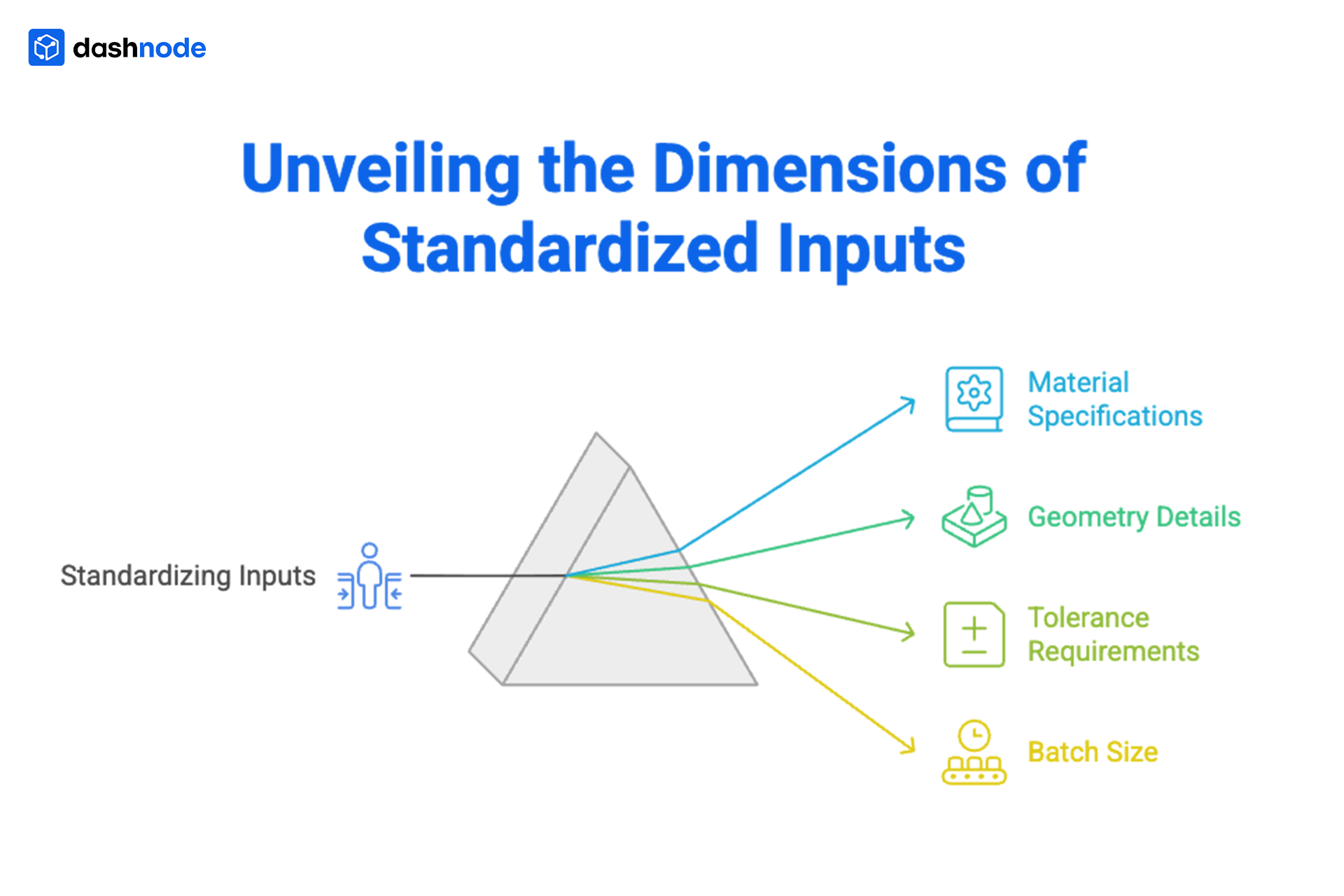
Without standardized data, even the most experienced engineers struggle to produce consistent results.
Accurate cycle-time estimation requires data-driven methods. Instead of relying on guesswork, manufacturers need repeatable models that account for:
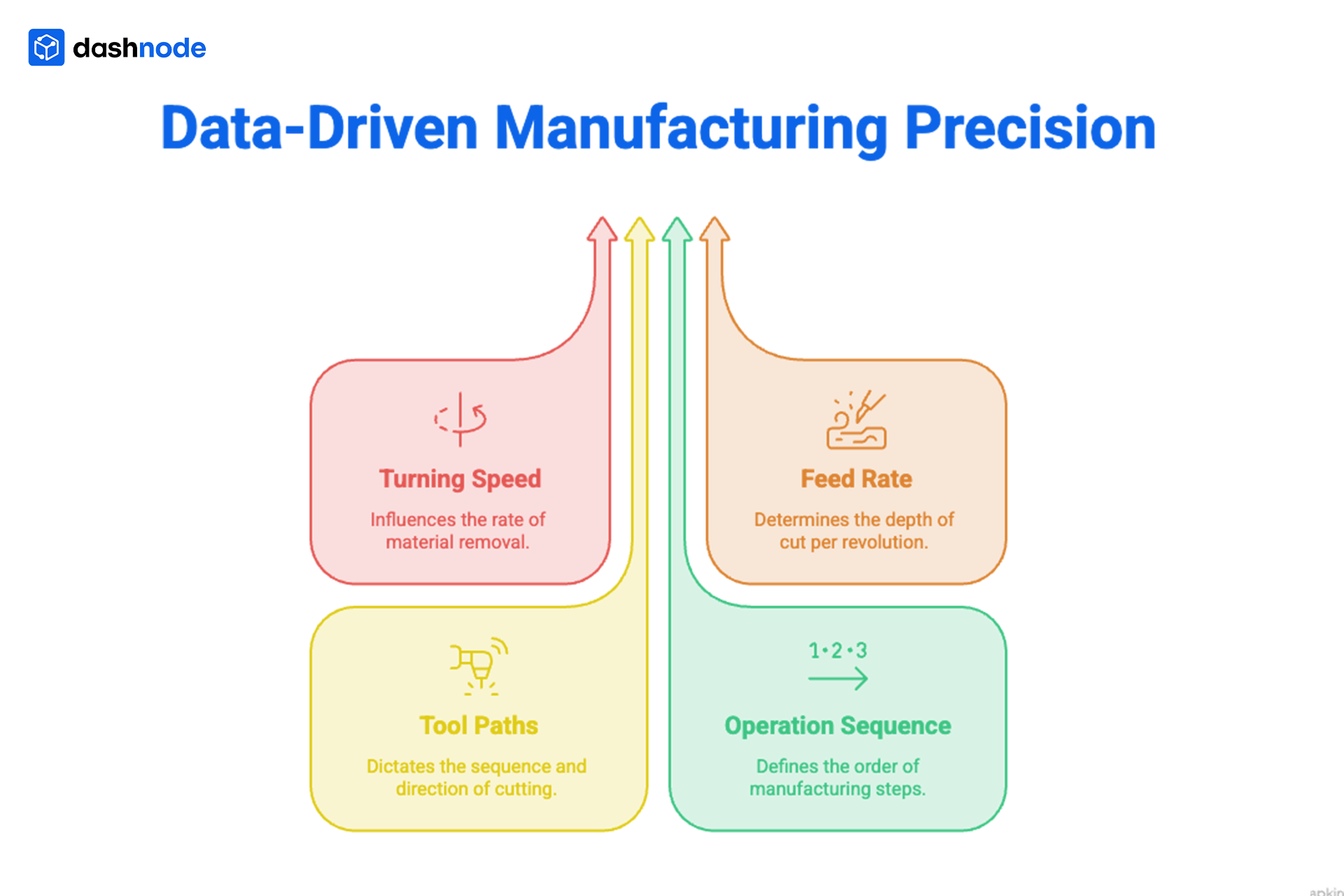
Reliable estimates incorporate:
Ignoring these factors may produce competitive quotes in the short term but leads to margin erosion over time.
Traditional quoting methods struggle to keep up with the complexity of modern manufacturing. This is where digital tools step in.
Instant quote CNC solutions eliminate manual calculations by standardizing inputs and automating cost estimation. These systems process CAD data, analyze geometry, and generate accurate quotes in minutes. It brings consistency to the RFQ process. By centralizing data and standardizing workflows, they reduce variability across teams and locations.
Modern manufacturing quoting software integrates historical data, enabling more accurate predictions. Over time, these systems learn from past jobs, improving accuracy and reducing risk.
This shift from manual estimation to data-driven quoting transforms how manufacturers approach CNC turning cost.
CNC turning cost may seem straightforward, yet the number of variables involved makes it one of the most challenging aspects of manufacturing. Misquotes often stem from inconsistent processes, overlooked variables, and reliance on manual estimation.
Dashnode addresses one of the biggest challenges in CNC machining: inconsistent and inaccurate quoting.
By combining automation with structured data, Dashnode helps teams standardize their costing workflows. Engineers no longer rely on fragmented spreadsheets or manual calculations. Instead, they generate consistent, accurate estimates based on real manufacturing parameters.
The result is faster turnaround, better accuracy, and improved confidence in every quote.
If you’re looking to bring consistency and speed to your quoting process, book a FREE demo with Dashnode to see how it fits into your workflow.
Cycle time, material type, tolerance requirements, and setup complexity have the biggest impact. Among these, inaccurate cycle time estimation often causes the largest discrepancies.
Manufacturers calculate cost per part by combining machining time, material cost, tooling, setup time, and overheads, then dividing by batch size.
Quotes vary due to differences in estimation methods, assumptions about cycle time, and how engineers account for factors like tool wear and tolerances.
Turning is generally more cost-effective for cylindrical parts, while milling suits complex geometries. Choosing the right process significantly impacts overall cost.
Optimizing design for manufacturability, increasing batch size, and selecting appropriate tolerances can reduce cost. Using automated quoting tools also improves accuracy and efficiency.
Tighter tolerances require slower machining speeds, additional passes, and more inspection, all of which increase cost.
CNC quoting software standardizes the estimation process, reduces human error, and improves consistency. It enables faster, more accurate quotes and better decision-making.