.png)


Electrical Discharge Machining (EDM) is widely used to produce high-precision components from materials that are difficult to machine using conventional methods. Unlike traditional cutting processes, EDM relies on controlled electrical discharges, also referred to as spark erosion, to shape the material. This difference in working principle has a direct impact on how costing works for EDM-machined parts.
For engineering and procurement teams, understanding the EDM machining process is useful, but understanding how it affects cost and quoting is more important.
Many quoting inconsistencies come from gaps in input data, unclear tolerances, or a lack of alignment between design intent and manufacturing constraints. In this guide, let’s understand the EDM process in practical terms and how it connects to machining cost estimates.
The EDM machining process removes material using a series of electrical sparks generated between an electrode and a conductive workpiece. Both are submerged in a dielectric fluid, which helps control the spark and flush away eroded particles.
Each spark produces a small amount of localised heat, melting and vaporising material from the workpiece surface. Over time, repeated discharges shape the part according to the programmed path or electrode geometry.
As there is no direct contact between the tool and the material, EDM avoids mechanical stresses and tool deflection. This makes it suitable for intricate geometries, sharp internal corners, and hardened materials. However, the process is typically slower than conventional machining, and the time required depends on several interrelated factors.
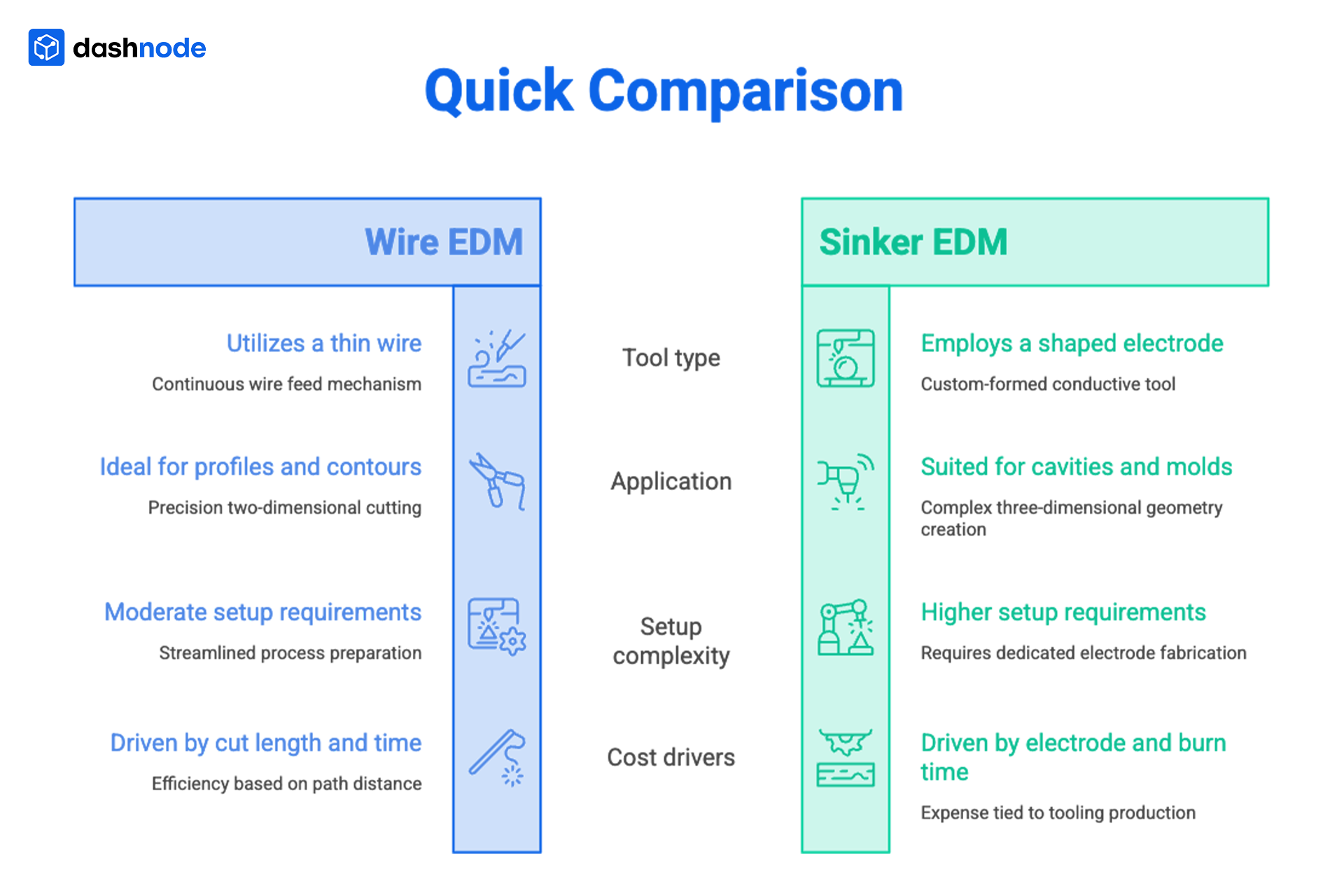
Wire EDM uses a thin, continuously fed wire as the electrode to cut through the workpiece. The wire follows a programmed path, making it ideal for producing precise profiles and complex contours.
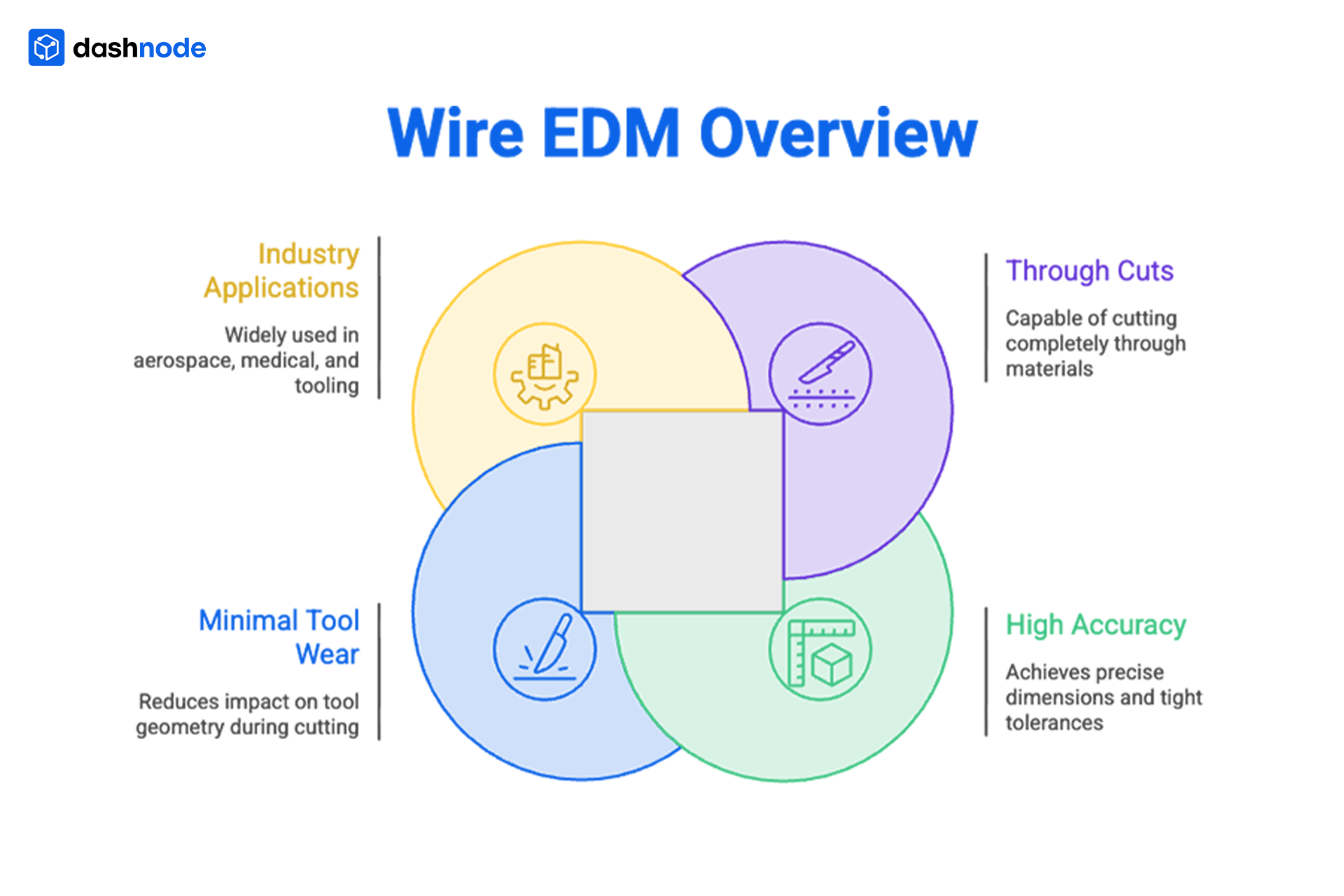
Key characteristics:
Sinker EDM, also known as ram EDM, uses a custom-shaped electrode to create cavities in the workpiece. The electrode is machined separately and then used to erode the desired shape.
Key characteristics:
EDM can only be used on electrically conductive materials. Within that constraint, it is particularly effective for hard, brittle, or difficult-to-machine materials.
Common EDM material types include:
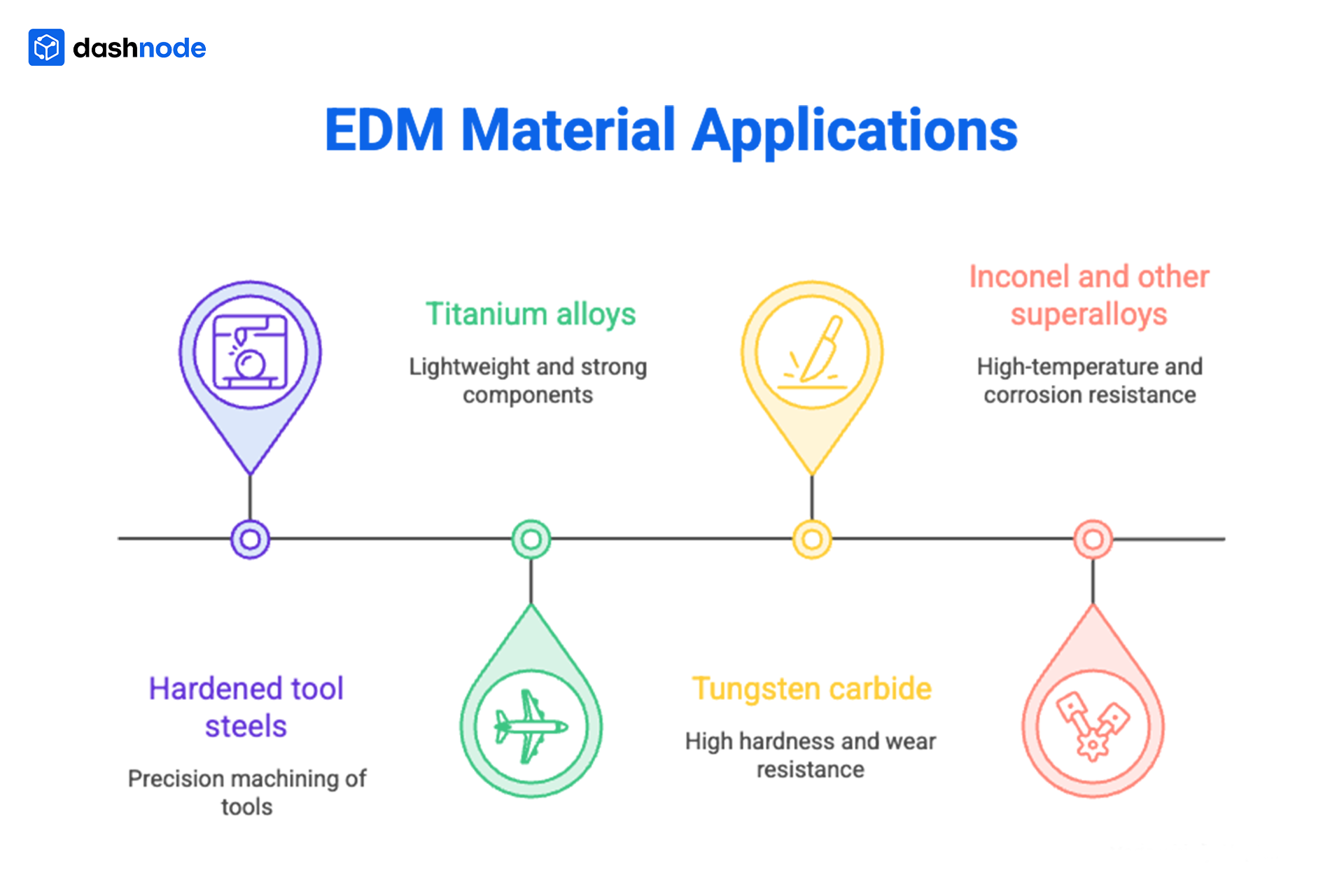
These materials are often used in industries where precision and durability are critical. EDM is typically chosen when traditional machining would lead to excessive tool wear, deformation, or limitations in achieving required geometries.
Material selection directly affects machining speed, electrode wear, flushing efficiency, and overall cost. For example, carbide and superalloys often require slower machining parameters, while certain steels may allow slightly higher removal rates. These differences are factored into time estimation during quoting.
Comparing EDM vs milling helps clarify when each process is appropriate. The choice depends on geometry, material, and tolerance requirements.
EDM is preferred when:
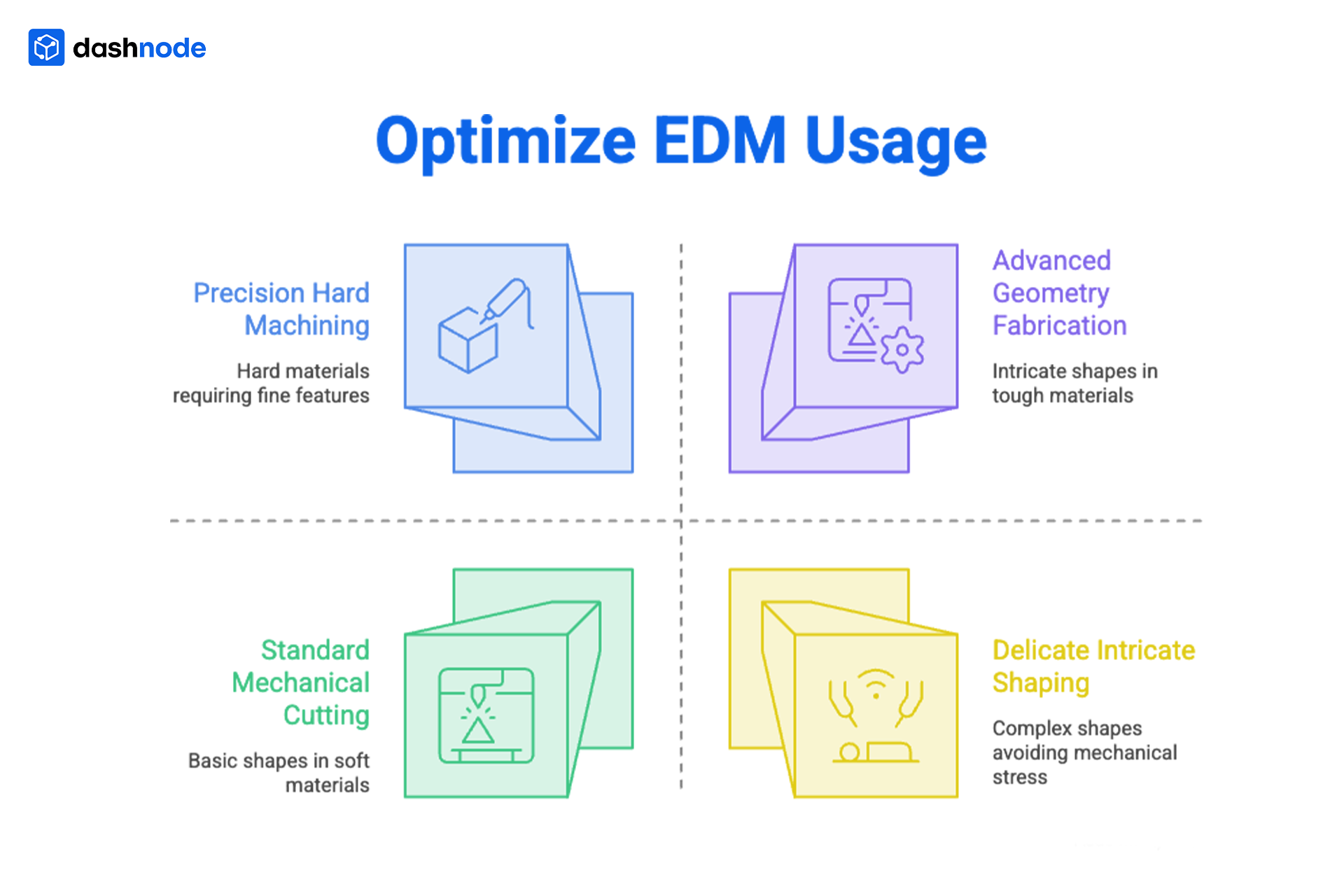
Milling is preferred when:

From a quoting perspective, EDM is often more time-intensive. Milling typically offers faster turnaround for less complex parts, while EDM provides capabilities that milling cannot achieve in certain cases. The decision influences not only manufacturing feasibility but also pricing structure and lead time expectations.
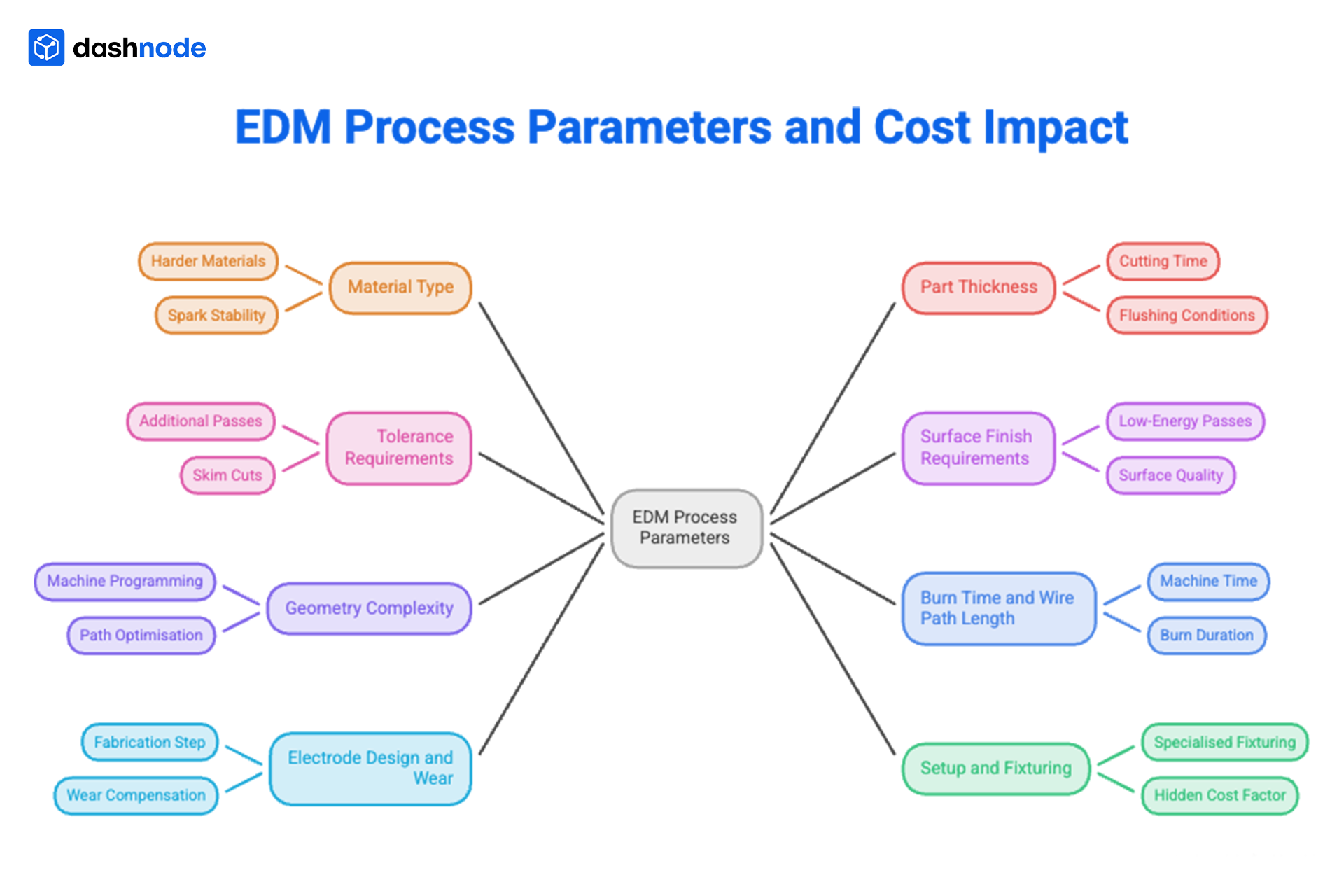
EDM costs are closely tied to process parameters, which are often interdependent. Even small adjustments to design intent or specifications can affect machining time, setup complexity, and consumable usage.
Harder materials increase machining time and, in sinker EDM, accelerate electrode wear. Some materials also affect spark stability, requiring adjustments in machining parameters that slow down the process.
In wire EDM, thickness directly affects cutting time because the wire must pass through the full depth of the material. Thicker sections also require more stable flushing conditions, which can further reduce cutting speed.
Tighter tolerances require additional passes at reduced speeds. Rough cuts are often followed by skim cuts to refine accuracy. Each additional pass increases total machining time.
Achieving finer surface finishes involves multiple low-energy passes. While this improves surface quality, it extends machining duration and increases cost.
Complex geometries influence machine programming, path optimisation, and actual machining time. Features such as small radii, sharp internal corners, and intricate contours require slower and more controlled machining.
In wire EDM, longer paths increase total machine time. In sinker EDM, deeper cavities or complex shapes increase burn duration and may require multiple electrodes.
Electrode fabrication adds a separate manufacturing step. Complex electrodes may need to be replaced or compensated for wear during machining, increasing both time and material costs.
Complex parts may require specialised fixturing to maintain stability and alignment during machining. Setup time is often a hidden cost factor that influences quoting.
These variables do not operate independently. A part with tight tolerances, complex geometry, and a fine surface finish will require multiple slow passes and careful control, which significantly increases cost compared to a simpler part.
Accurate quoting depends on clear and complete input data. Missing or ambiguous information often leads to assumptions, which can affect both pricing and lead times.
Key inputs include:
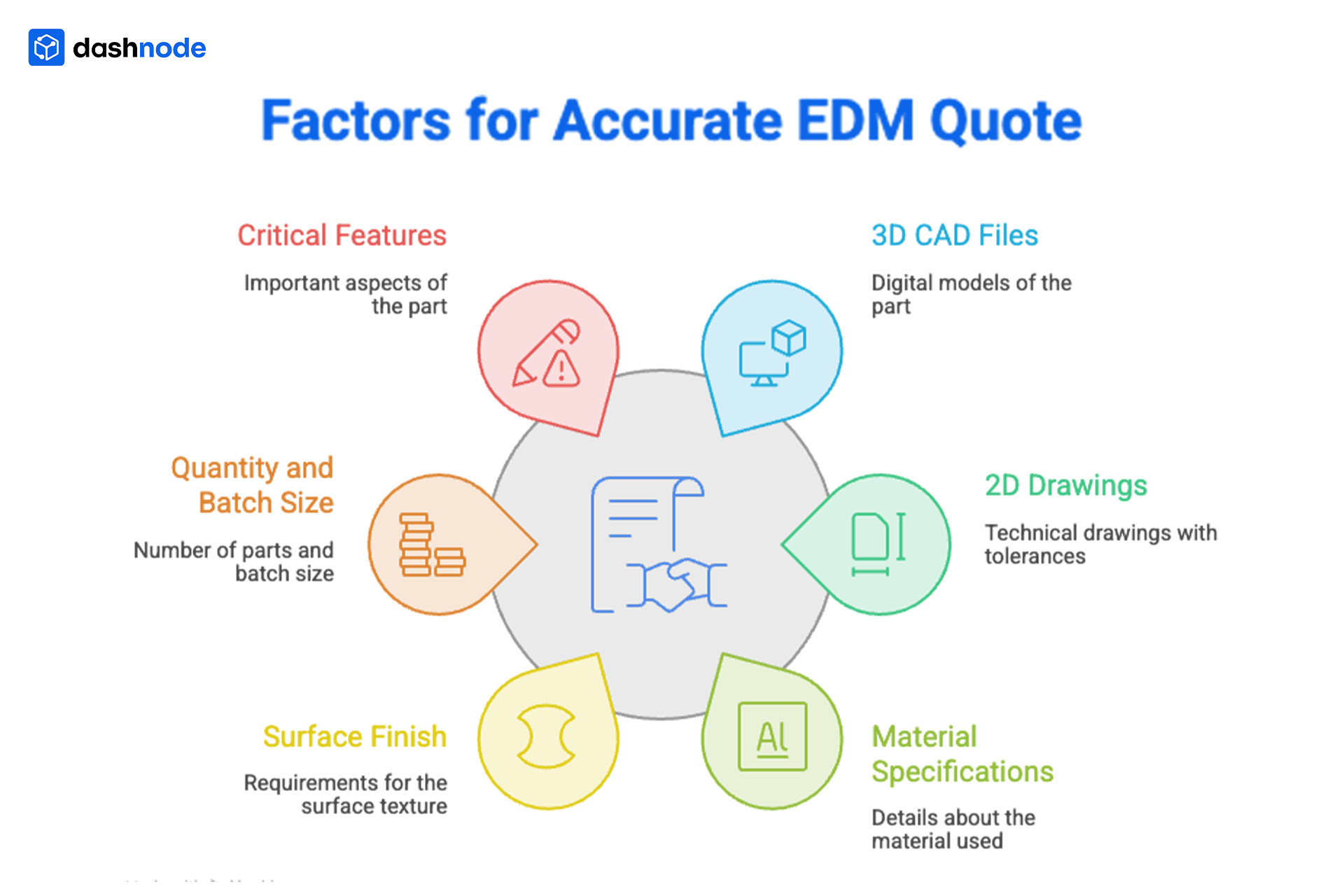
Providing structured and complete information helps manufacturers evaluate machining strategies, estimate time accurately, and reduce the need for follow-up clarification.
Several recurring issues lead to inaccurate, delayed, or inconsistent quotes. These issues often stem from incomplete communication or unclear design intent.
Applying tight tolerances across the entire part unnecessarily increases machining time. EDM allows for high precision, but not every feature requires it. Indicating which dimensions are critical helps optimise cost.
Missing dimensions, unclear annotations, or mismatches between 2D drawings and 3D models create confusion during evaluation. This often leads to conservative assumptions in quoting.
Surface finish is a major cost driver in EDM. When it is not specified clearly, manufacturers may assume a higher finish requirement, increasing cost estimates.
Without clarity on which features are functionally critical, manufacturers may apply uniform precision across the part. This leads to longer machining times than necessary.
Wire EDM requires entry points for the wire. Designs that do not account for this may require additional operations such as drilling start holes, adding time and cost.
Specifying only the material type without grade or condition can lead to ambiguity. Different grades of the same material can behave differently during machining.
Prototype and production runs are quoted differently. Without quantity clarity, it becomes difficult to optimise setup and per-part cost.
Complex cavities may require multiple electrodes. If this is not considered early, quotes may change after initial evaluation.
Frequent revisions after quoting disrupt estimation accuracy and can lead to rework in the quoting process.
Unstructured RFQs with scattered information across emails, attachments, and notes make evaluation time-consuming and increase the risk of missing details.
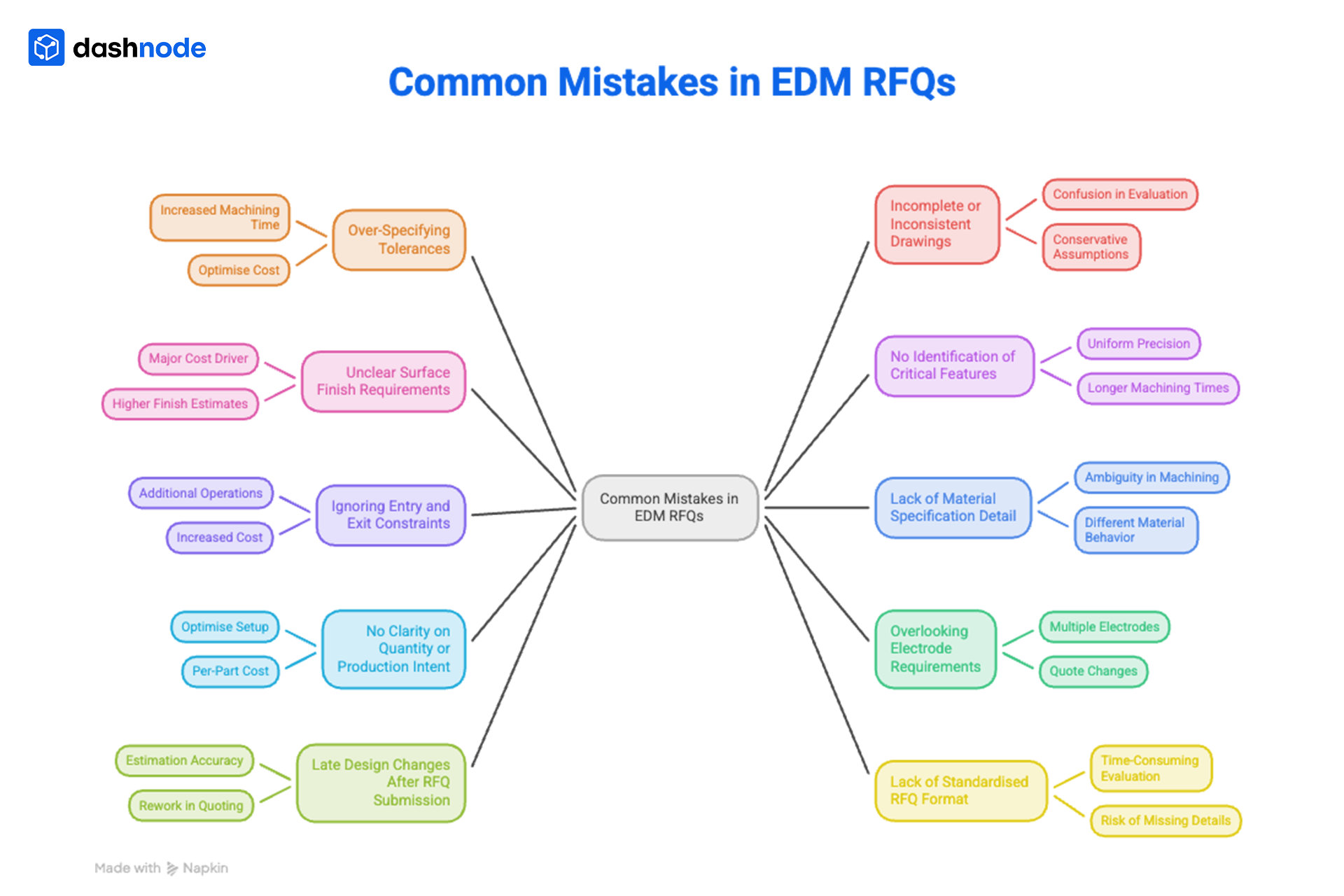
Addressing these issues improves both quote accuracy and turnaround time.
EDM quoting involves multiple variables that influence each other. Estimating machining time is not always linear, and small changes in geometry or requirements can shift the cost significantly.
Different manufacturers may also use different strategies, machines, and parameter settings. This leads to variability in quotes, especially when input data is not standardised or complete.
A structured approach to RFQs helps reduce ambiguity and improve quoting consistency.
Clear input formats, standardised data capture, and better visibility into part requirements allow teams to evaluate jobs more effectively. This reduces back-and-forth communication and helps align expectations early in the process.
In EDM specifically, much of the quoting complexity comes from interpreting geometry, estimating burn time, and understanding how features translate into machining effort. This is where combining RFQ data with CAD analysis becomes important.
Dashnode uses CAD files as a central input to evaluate part geometry alongside key requirements such as material, tolerance, and surface finish. By analysing the part design, it helps identify cost drivers like cut length, feature complexity, and machining depth, which directly influence EDM pricing.
When CAD data is combined with structured RFQ inputs, it becomes easier to move from assumptions to more informed estimates. This reduces variability in quotes and improves consistency across different jobs.
Dashnode helps teams organise RFQ data, ensure all required inputs are captured, and support more accurate EDM quoting decisions by aligning design data with costing logic instead of relying on fragmented communication.
If your team regularly handles complex machining RFQs and faces challenges with incomplete inputs or inconsistent quoting, adopting a more structured and CAD-informed approach can make a measurable difference.
Book a free demo to see how structured RFQ management and CAD-driven analysis can improve your quoting process.
Machining time depends on material, thickness, tolerance, and surface finish. Simple cuts may take a few hours, while complex parts can take significantly longer due to multiple passes.
Yes, EDM can be integrated into automated workflows, especially in wire EDM setups. However, setup and programming still play a significant role in efficiency.
Roughing removes the bulk of the material quickly, while finishing passes refine accuracy and surface quality at slower speeds.
EDM creates a heat-affected layer on the surface. In critical applications, secondary processes may be required to remove or treat this layer.
Modern machines can automatically re-thread the wire and continue the process, reducing downtime.
EDM uses dielectric fluids and consumes electrical energy. Proper handling and recycling of fluids are important for minimising environmental impact.
STEP files are commonly preferred for 3D models, along with detailed 2D drawings for tolerances and specifications.